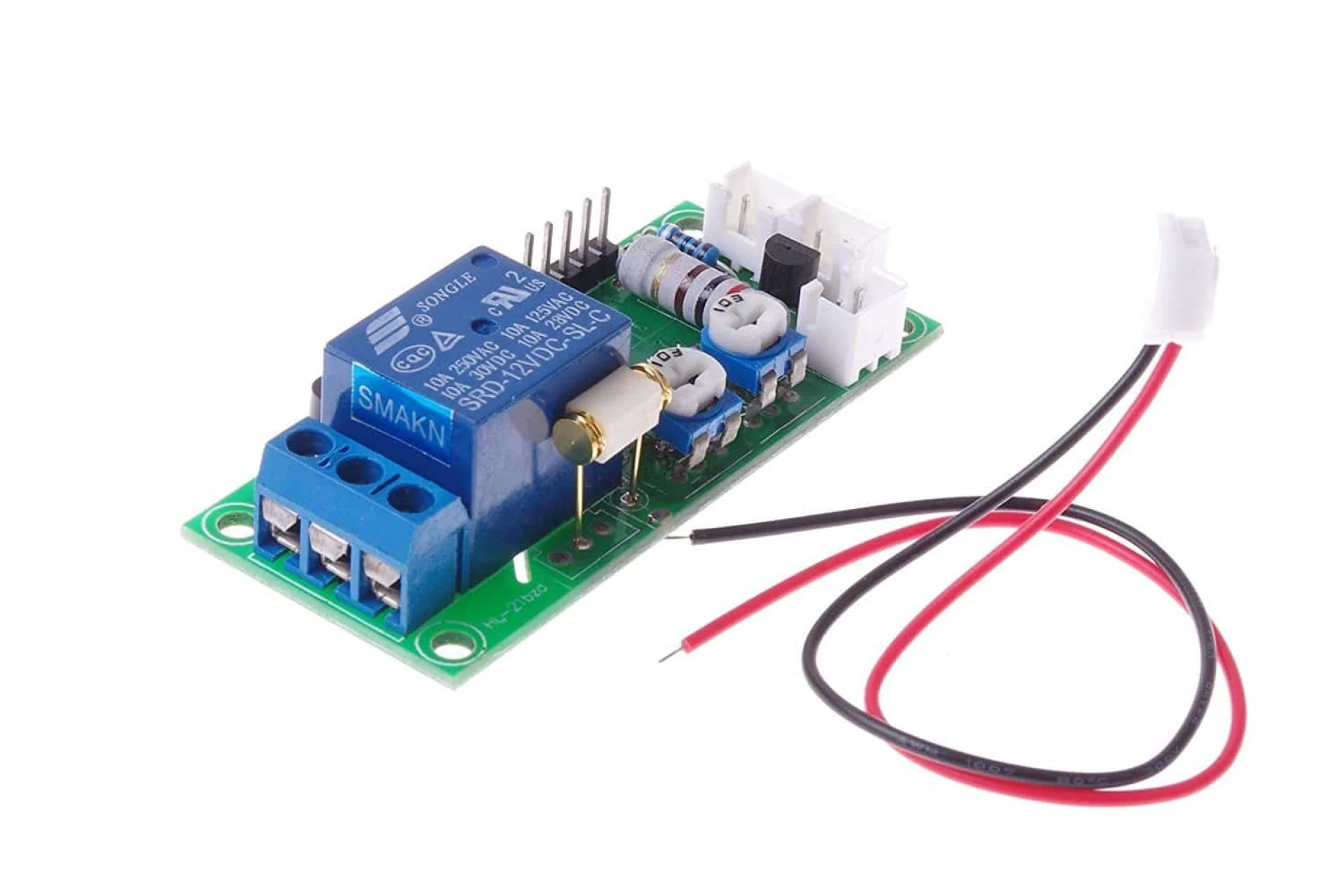
The vibration sensor is a widely used alarm detection sensor. It senses the parameters of mechanical motion vibration (such as vibration speed, frequency, acceleration, etc.) through the internal piezoelectric ceramic sheet and spring weight structure and converts it into a usable output signal, and then Amplified by LM358 and other operational amplifiers and output control signal.
Vibration sensors can be used for long-term monitoring of vibration and displacement in machinery, thermal expansion of rotor and casing; online automatic detection and automatic control of production lines; measurement of various micro-distances, and micro-motions in scientific research.
The vibration sensor is one of the key components in testing technology. It has the advantages of low cost, high sensitivity, stable and reliable operation, and a large adjustable range of vibration detection. It is widely used in energy, chemical industry, medicine, automobile, metallurgy, machine manufacturing, and military industry. , research and teaching, and many other fields.
Vibration sensors are widely used in the field of car anti-theft
The vibration sensor can monitor the vibration of the special frequency band of the car body and can generate an alarm when the car body is damaged by an external force. If someone hits, hits, or moves your car, the sensor sends a signal to the controller indicating the strength of the shock.
Depending on the intensity of the vibrations, the controller will emit a warning "beep" or sound an all-out alarm. Many advanced alarm systems use vibration sensors as an anti-theft device, but often in conjunction with other devices. At present, 80% of vehicle alarms in automobile and motorcycle anti-theft systems use such sensors.
Application of vibration sensor in pump room unit equipment
With the rapid development of science and technology, the degree of mechanical industrialization has also increased rapidly, and the mechanical equipment of modern industrial production is gradually becoming more complex, high-speed, and automated. In order to grasp the operating status of equipment and avoid accidents, online monitoring and fault diagnosis of key units in production has also attracted more and more attention. The vibration sensor undertakes this important task to ensure the normal operation of the equipment.
When the pump room or unit vibrates, the vibration sensor should be used to measure and analyze the possible causes of vibration one by one according to the specific situation. After finding the crux of the problem, effective technical measures should be taken to eliminate it.
Industrial vibration analysis technology is an inspection tool for identifying, predicting, and preventing rotating equipment failures. Implementing equipment vibration analysis will improve equipment reliability and productivity, reduce downtime, and eliminate electromechanical failures. Vibration analysis technology is a universal tool for identifying equipment failures, setting equipment maintenance schedules, and keeping equipment functioning properly for as long as possible.
The rotating components of these devices have their own specific vibration frequencies. And its vibration amplitude represents the working condition or working quality of the equipment. An increase in amplitude is a direct indication of the failure of rotating components such as bearings or gears.
For rotating machinery, the main analysis signal at present comes from the vibration signal. For pumps, an important characteristic of a major pump failure is the abnormal vibration and noise associated with the machine. The vibration signal can reflect the fault information of the pump in real-time, and the vibration sensor can be used to monitor the running status of the pump in real-time so that the fault information can be detected the first time, and the maintenance personnel can be notified to take measures to ensure the normal operation of the pump, improve work efficiency, and eliminate safety. hidden danger.









Sign in to leave a comment.