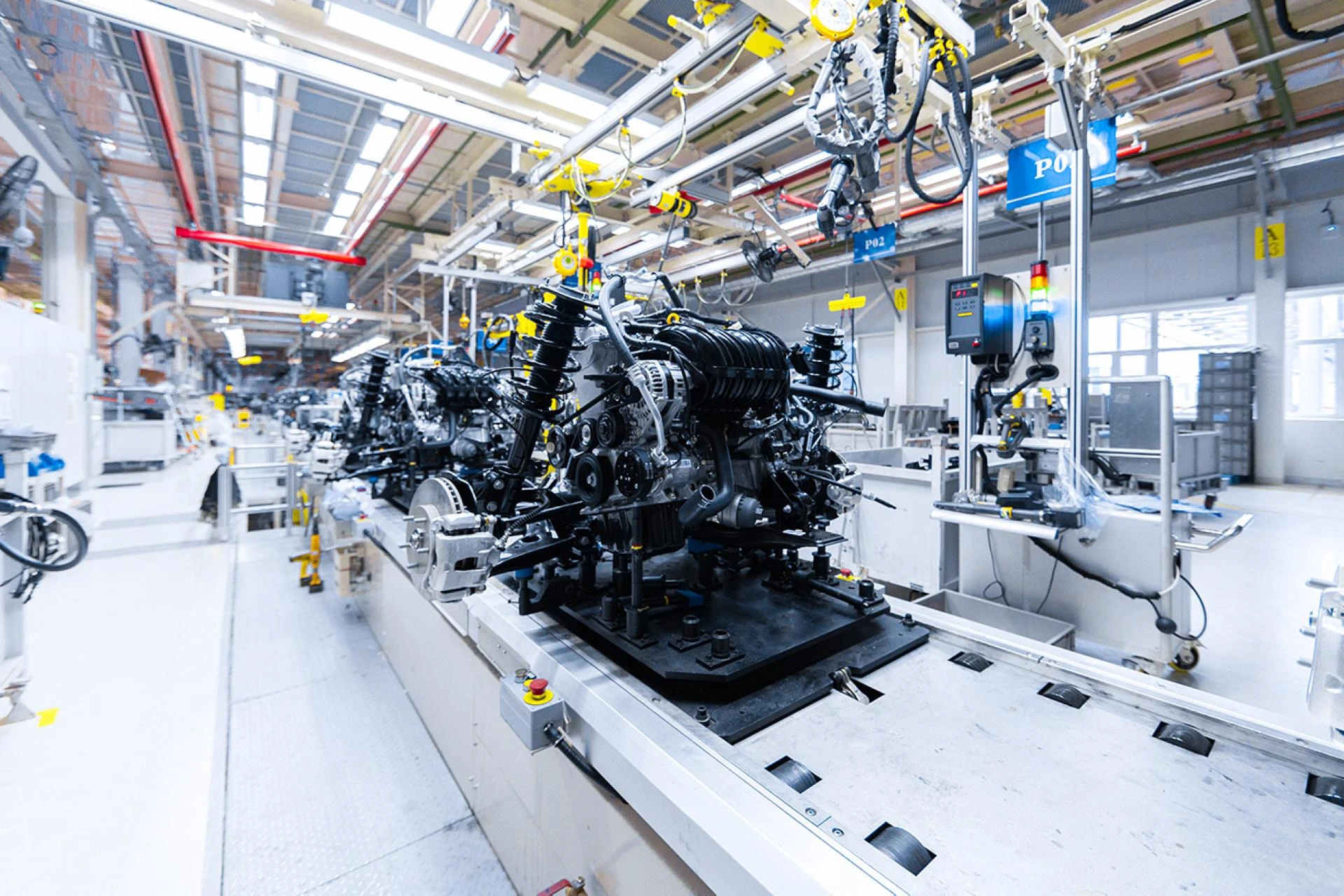
Manufacturers today grapple with inventory inaccuracies, unexpected downtime, and escalating labor costs—challenges that RFID (Radio Frequency Identification) is uniquely poised to solve. By replacing manual scans and paper logs with wireless tag reads, RFID can dramatically improve inventory accuracy and cycle‑count times. In distribution and shipping, RFID users see substantial gains in picking precision. Intelligent RFID sensors provide data to predictive maintenance platforms, enabling plants to minimize unexpected downtime. As RFID adoption grows worldwide, companies find that the technology drives leaner, smarter, and more reliable operations. This post walks through common shop‑floor pain points and illustrates how RFID in manufacturing delivers these benefits.

Picture Courtesy: freepik.com
The Manufacturing Pain Points
Real‑Time Visibility Gaps
Plants relying on manual scans face blind spots. Without continuous tracking, parts and work‑in‑progress get stuck in limbo, delaying production decisions and shipments.
Manual Errors and Inventory Variance
Hand counts often miss discrepancies, leading to stockouts or overstock and the associated carrying costs and increased shipping fees.
Unplanned Equipment Downtime
Reactive maintenance means breakdowns halt lines without warning. Such sudden halts disrupt planned timelines and overburden available resources.
Fragmented Quality Control
Tracing a defect’s root cause across paper logs is slow. Plants lose valuable hours identifying where, when, and by whom an error occurred.
Rising Labor Pressures
With labor shortages and wage inflation, manual scanning becomes an increasingly costly bottleneck, highlighting the need for automation.
RFID: A Shop‑Floor Game Changer
How RFID Works
RFID systems pair tiny tags, either passive or battery‑assisted, with RFID readers that emit radio waves. RFID tags respond with their unique IDs, enabling bulk reads without line‑of‑sight, even in harsh environmental conditions.
Core Components
- RFID Tags & Labels: Store serialized identifiers and, in advanced versions, sensor data.
- Readers & Antennas: Capture tag transmissions across conveyors, doorways, or work cells.
- Middleware & Software: Organizes RFID reads and delivers them straight to your MES or ERP so you get up‑to‑the‑minute dashboards and instant alerts.
Key Benefits of RFID on Modern Shop Floors
1. Inventory Accuracy and Optimization
RFID transforms cycle counts from lengthy manual tasks into quick automated processes, reducing safety stock needs and freeing up capital. Mobile or voice‑search queries return instant results on part availability.
2. Enhanced Picking and Shipping Precision
By tagging cases and pallets, plants achieve higher picking and shipping accuracy, cutting penalties and customer complaints significantly.
3. Predictive Maintenance Integration
RFID sensors monitoring vibration or temperature feed maintenance algorithms, enabling early warnings so technicians can replace parts before failures occur.
4. Streamlined Quality and Traceability
Every tagged component carries its process history. In defect investigations, teams can instantly trace a failed part to the exact station, shift, and operator, accelerating root‑cause analysis and preventing recurrence.
5. Asset and Tool Management
High‑value tools, molds, and jigs equipped with RFID tags remain visible across the facility. Misplaced assets become a thing of the past, saving on replacement and rental fees.
Driving ROI with RFID
Calculating Returns
Organizations report strong returns on their RFID investments, driven by labor saved, shrinkage avoided, and downtime reduced.
Cost‑Saving Rollout Strategies
- Phased Deployment: Pilot in critical areas (e.g., finished‑goods dispatch), then scale.
- Leverage Existing Networks: Use plant Wi‑Fi or IIoT gateways to host RFID readers and reduce cabling costs.
- Standardize Tags: Adopt common industry standards to ensure vendor neutrality and future scalability.
Best Practices for RFID Implementation
- Start Small with a Proof‑of‑Concept: Validate tag readability, reader placement, and software integration in one cell.
- Align Cross‑Functional Stakeholders: Involve IT, operations, and quality teams to set clear KPIs and data flows.
- Hands‑On Training: Conduct on‑floor workshops so operators gain confidence in the system.
- Measure and Refine: Track inventory accuracy, downtime hours, and labor metrics, then adjust reader density or tag types as needed.
Looking Ahead: RFID for Manufacturing Industry
As the backbone of smart factories, RFID meshes with AI, analytics, and digital‑twin environments to enable self‑optimizing processes. RFID transforms modern shop floors by delivering real‑time visibility, boosting accuracy, and powering predictive maintenance. By addressing core manufacturing pain points—inventory variance, manual errors, and unexpected downtime, RFID primes plants for leaner workflows and stronger returns. Embrace RFID to weave unseen efficiency into every stage of production and stay competitive in an increasingly automated world.










Sign in to leave a comment.