
Choosing the right pumping technology can streamline processes, reduce energy costs, and improve product quality across sectors. This guide explains the operating principles, strengths, and real-world uses of a mature, dependable technology that remains relevant from factory floors to laboratory benches.
How the Technology Works
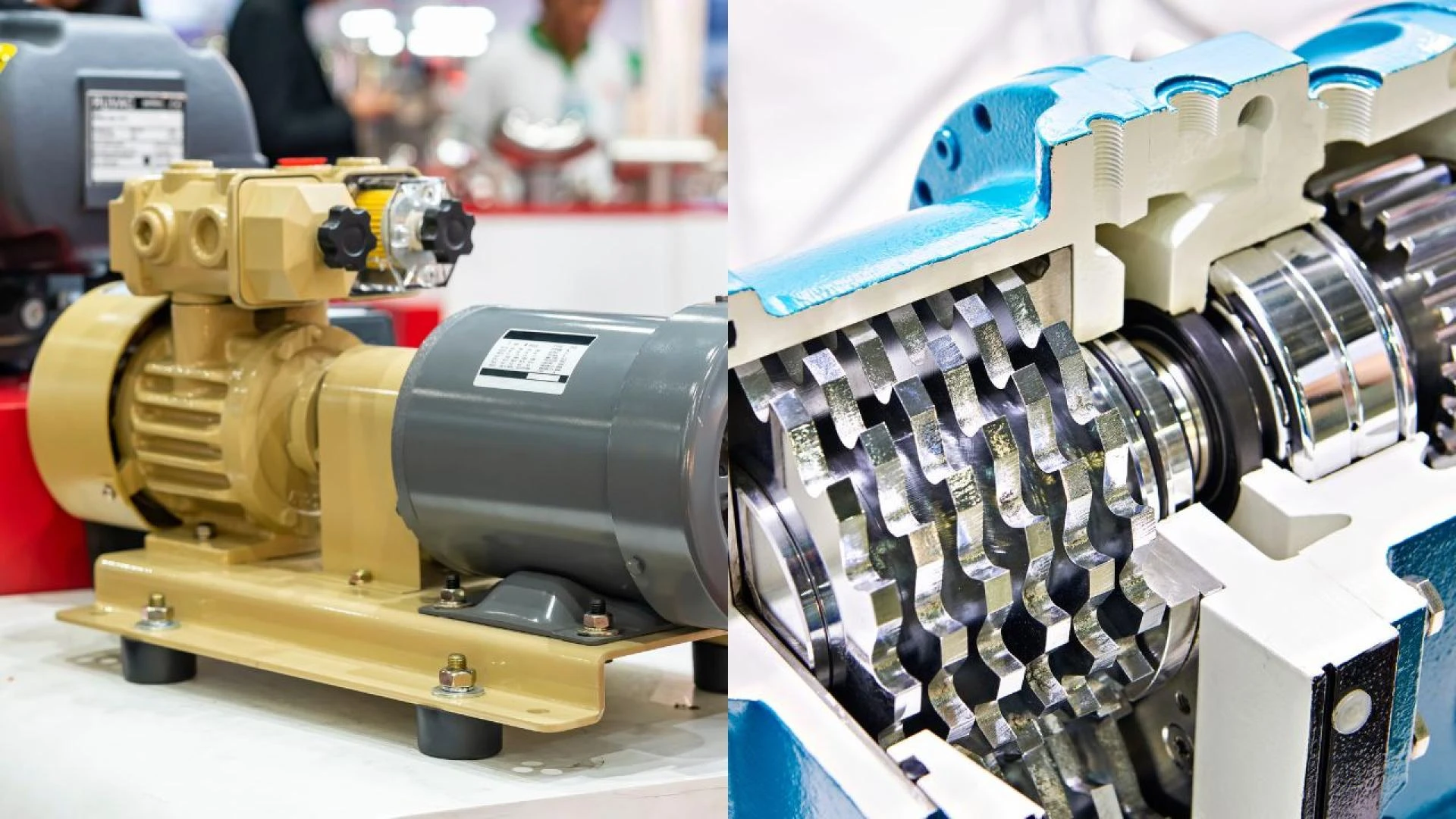
Vane Pumps operate on a simple but effective mechanism: a rotor sits eccentrically within a cavity, and sliding vanes create expanding and contracting chambers as the rotor turns. Fluid is drawn in during expansion and discharged during contraction. Because the chambers seal tightly, these pumps deliver smooth, pulsation-low flow, making them suitable for shear-sensitive or precision applications.
When configured for gases, the same architecture underpins many Vacuum Solutions. Here, tight clearances and materials engineered for minimal leakage enable stable rough and medium vacuum levels without the complexity of multi-stage systems. The result is predictable performance in environments where consistency matters more than extreme ultimate pressure.
Designs, Materials, and Drive Options
Two broad designs dominate: fixed displacement for steady output and variable displacement for dynamic control. In fixed designs, Vane Pumps maintain near-constant flow relative to speed, which simplifies controllability. Variable models adjust cam-ring geometry or vane position to modulate flow and pressure—useful where loads fluctuate.
Material choices reflect media and cleanliness requirements. Cast iron or ductile iron housings paired with carbon-graphite or composite vanes handle hydrocarbons and lubricating fluids. For aggressive chemicals or deionized water, stainless housings with engineered polymers are common. Direct-coupled motors limit alignment issues; belt drives allow speed tuning; and in compact Vacuum Solutions, integrated motor-pump units minimize footprint and noise.
Where They Excel (and Where They Don’t)
These pumps stand out for moderate-to-high volumetric efficiency at low to medium pressures, self-priming capability, and quiet operation. They are widely deployed for fuel transfer, lube oil circulation, hydraulic power units, and solvent handling. In air service, oil-sealed Vacuum Solutions based on the vane principle are favored for packaging lines, laboratory filtration, and resin infusion.
Limitations include sensitivity to dry running in lubricated variants and reduced suitability for slurries with large abrasive particles. For very high pressures, gear or piston designs may be better; for ultra-high vacuum, turbomolecular stages take over. Still, Vane Pumps occupy a balanced middle ground that covers a large swath of industrial needs.
Cross-Industry Applications
- Manufacturing & Machine Tools: Coolant delivery and hydraulic clamping benefit from the steady, low-ripple flow of Vane Pumps.
- Food & Beverage: With the right materials and seals, they handle edible oils and syrups gently; vane-based Vacuum Solutions support MAP (modified-atmosphere packaging) and pick-and-place.
- Automotive & Mobility: Fuel transfer skids and lube oil recirculation commonly rely on Vane Pumps for durability and serviceability.
- Pharmaceutical & Lab: Stable vacuum levels and compact form factors make vane-type Vacuum Solutions well-suited to filtration, drying, and desiccation processes.
- Oil & Gas / Chemicals: Solvent transfer and additive dosing favor the controllability and shear characteristics of Vane Pumps when materials are compatible.
- HVAC & Building Services: Vacuum priming, leak testing, and small hydraulic actuations often use vane mechanisms for their quiet operation.
Sizing and Efficiency Considerations
Right-sizing starts with flow at duty point, differential pressure (or target vacuum), viscosity range, and ambient conditions. For liquids, calculate power using P≈Q×ΔpηP \approx \frac{Q \times \Delta p}{\eta}P≈ηQ×Δp, where QQQ is flow, Δp\Delta pΔp is pressure rise, and η\etaη is overall efficiency. Because Vane Pumps typically maintain efficiency across a broad speed range, pairing with VFDs (variable frequency drives) often yields significant energy savings.
For Vacuum Solutions, examine base pressure, pumping speed, and gas load (including vapor levels). Consider ballast features for vapor handling and oil-mist management for worker safety. In both cases, sound data sheets will specify NPSHr (liquid) or ultimate pressure and recovery time (gas).
Maintenance and Reliability
Preventive care is straightforward. Keep suction strainers clean, monitor bearing temperatures, and track vibration trends. Vane wear is predictable; many designs allow field replacement of vanes and seals without disturbing pipework. Oil-sealed Vacuum Solutions require periodic oil changes to maintain tight sealing and manage contaminants; dry-running variants reduce maintenance but may trade off ultimate performance. A simple condition-monitoring routine—amp draw, discharge pressure (or vacuum), and noise level—often flags issues early.
Integration Tips for Engineers
- Piping: Keep suction lines short and generously sized to minimize inlet losses; avoid high points that trap gas.
- Controls: Combine pressure or vacuum sensors with VFD logic to let Vane Pumps track real demand, reducing heat and noise.
- Materials Compatibility: Verify elastomer and vane materials against process fluids; consider flushed seals for solvents.
- Environment: For dusty or humid spaces, sealed enclosures and air filtration extend the life of Vacuum Solutions and motor bearings.
- Safety: Add relief valves for liquid systems and anti-suck-back valves on vacuum lines to protect sensitive equipment during shutdowns.

Conclusion
Across industries, this technology offers a practical balance of precision, serviceability, and lifecycle cost. With appropriate sizing, materials, and controls, organizations can achieve stable flow or dependable vacuum levels while keeping maintenance predictable and downtime low.



Sign in to leave a comment.