The food industry operates in a dynamic environment marked by stringent quality standards and the ever-present need for food safety. Precise temperature control during various stages of food processing is pivotal in ensuring product quality and safety. U-tube heat exchangers have proven to be versatile and dependable tools in meeting these requirements. In this article, we will delve deeper into the manifold applications of U-tube heat exchangers within the food industry, examining how they contribute to efficiency, quality, and safety.
What Are U-Tube Heat Exchangers
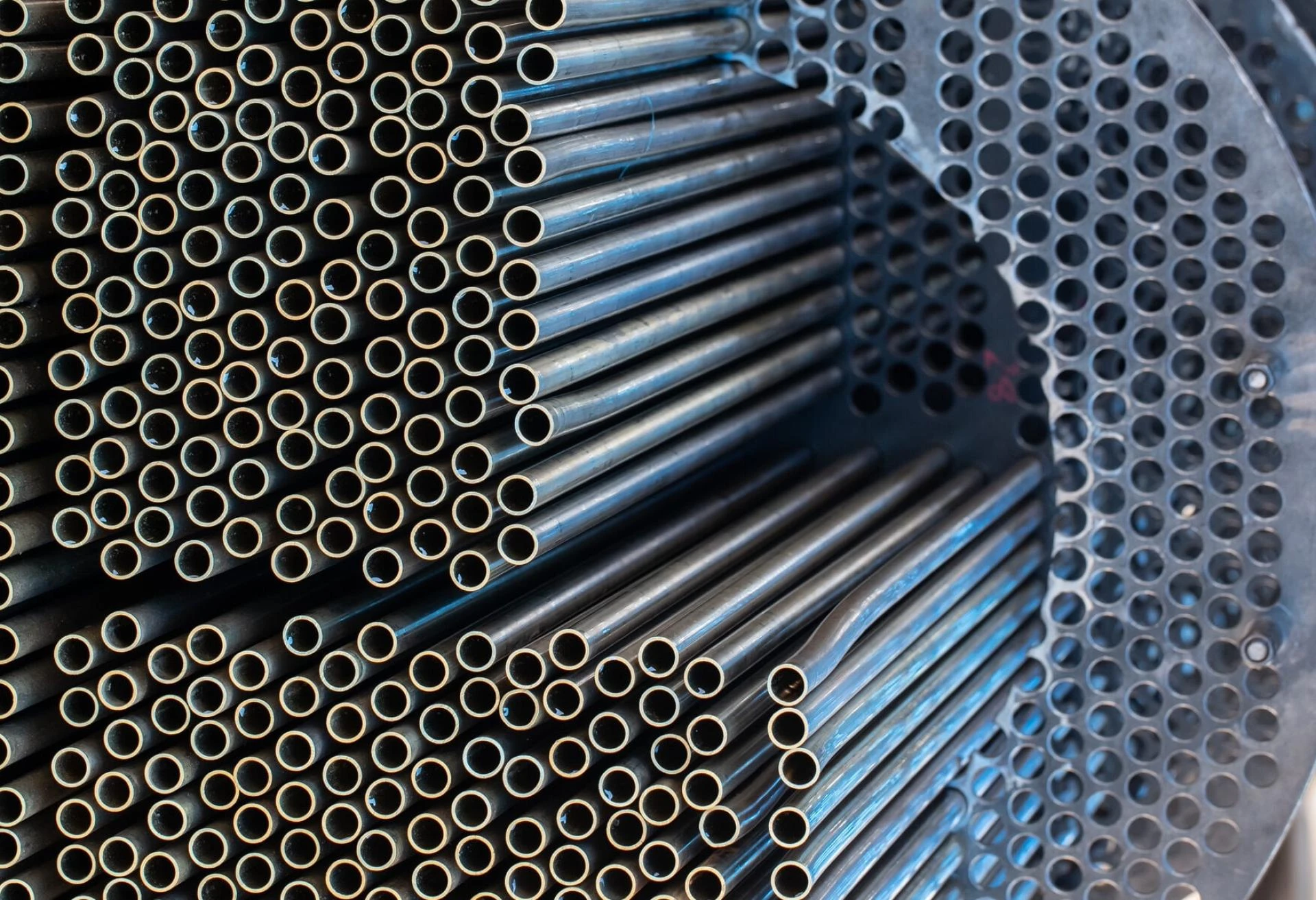
These are a specialised type of heat exchanging tubes well-suited for facilitating efficient heat transfer between two fluid streams. Their unique U-shaped design is integral to their performance, making them the ideal choice for processes that demand precise temperature control.
Within the food industry, these seamless tubes are utilised in various applications that require temperature regulation. Let's take a closer look at their primary uses:
Pasteurisation and Sterilization
Pasteurisation and sterilisation are paramount processes in the food industry, aimed at eliminating harmful bacteria, extending product shelf life, and preserving product quality.
Dairy Industry: In the dairy sector, U-tube heat exchangers are widely employed for the pasteurisation of milk and dairy products. By heating the product to specific temperatures for defined durations, these tubes ensure that harmful pathogens are eradicated while preserving the nutritional value and flavour of the dairy products.
Canning and Bottling: These tubes play a crucial role in the canning and bottling of various food products, including juices and sauces. They are used to sterilise the product contents, thus preventing spoilage and preserving product integrity.
Heating and Cooling
Effective temperature control is vital for maintaining the quality of food products.
Bakery Industry: In the bakery industry, U-tube heat exchangers are integral to the preheating and tempering of dough. This is critical for ensuring uniform product quality and reducing baking times, resulting in consistent and high-quality baked goods.
Beverage Production: Whether it's heating juice before filling or cooling carbonated beverages, these tubes play a crucial role in the beverage production process. This ensures the preservation of taste and product safety.
Fluid-to-Fluid Heat Transfer
Efficient heat transfer is a cornerstone of many food processes.
Cooking and Blanching: U-tube heat exchangers are instrumental in efficiently cooking and blanching food items like vegetables and seafood. They ensure that the product is rapidly heated or cooled as needed, locking in flavour and texture.
Chocolate and Confectionery: Chocolate manufacturing requires precise temperature control during the melting and cooling stages. These tubes are critical in maintaining the desired chocolate consistency, which is essential for producing high-quality confectionery products.
Benefits of SA 179 Seamless Tubes
SA 179 tubes are made of carbon steel and are widely used as U-tube heat exchangers in the food industry. They offer several advantages that are especially beneficial in the food industry:
Corrosion Resistance: SA 179 seamless tubes are specifically designed to resist corrosion. This property is crucial in ensuring the quality and safety of the food products being processed, as corrosion can compromise the integrity of the materials in contact with the food.
Enhanced Heat Transfer: They showcase excellent heat transfer characteristics, making them an ideal choice for applications where efficiency is paramount. This results in quicker temperature changes and more energy-efficient operations.
Durability: They are known for their durability, providing a long service life in demanding food industry environments. This longevity translates into reduced replacement and maintenance costs.
Considerations for Businesses Operating U-Tube Heat Exchangers
For businesses operating U-tube heat exchangers in the food industry, several key considerations can help maximise the benefits and ensure optimal performance:
- Material Selection: Carefully select the materials used in U-tube heat exchangers to ensure food safety and compliance with industry regulations.
- Maintenance and Cleaning: Regular maintenance and cleaning are essential to prevent fouling and contamination. Create a well-structured maintenance schedule and adhere to rigorous cleaning procedures to maintain hygiene and safety standards.
- Efficiency: Optimize the efficiency of your heat exchangers by monitoring and adjusting operating parameters as needed. This can lead to energy savings and a reduction in operational costs.
- Quality Assurance: Implement robust quality control measures to monitor product temperature and quality throughout the processing stages.
- Regulatory Compliance: Stay informed about food safety regulations and ensure that your U-tube heat exchangers meet all relevant standards and guidelines. Compliance with regulatory requirements is non-negotiable in the food industry.
We Manufacture the Best Quality U Tube Heat Exchangers
Discover the pinnacle of precision and efficiency in heat exchange technology with our high-quality U-tube heat exchangers. Crafted with the utmost care and precision, our seamless tubes redefine industry standards.
Whether you're in the food, chemical, or manufacturing sector, we design seamless pipes and tubes that cater for your industry and your specific business requirements. Our commitment to excellence goes beyond just manufacturing. It's about empowering your business to thrive.
Unleash the potential for energy savings, reduced maintenance, and unbeatable reliability with our U-tube heat exchangers. Get in touch now and experience the transformative power of our products. Contact us at +91-9099996853 or email us your queries at [email protected]. We will be glad to assist you further.









Sign in to leave a comment.