In today\'s fast-paced industrial landscape, efficiency and productivity are paramount. One technology that has proven indispensable in achieving these goals is the conveyor system. At Greenspace Industrial, we specialize in cutting-edge warehousing solutions, including state-of-the-art Automated Storage and Retrieval Systems (ASRS) and Vertical Lift Modules (VLM). As a leading Warehouse Automation Company in Canada, we are committed to optimizing operations and boosting productivity for businesses nationwide.
What is a Conveyor System?
A conveyor system is a mechanical handling apparatus used to move goods and materials within a specified area. These systems are critical in various industries, from manufacturing to logistics, for transporting items efficiently, reducing labor costs, and minimizing manual handling.
Importance in Modern Warehousing:
In the modern warehousing industry, conveyor systems are vital. They streamline processes, reduce errors, and enhance overall efficiency. By automating the movement of goods, conveyor systems help warehouses manage high volumes of products with greater accuracy and speed.
Types of Conveyor Systems:-
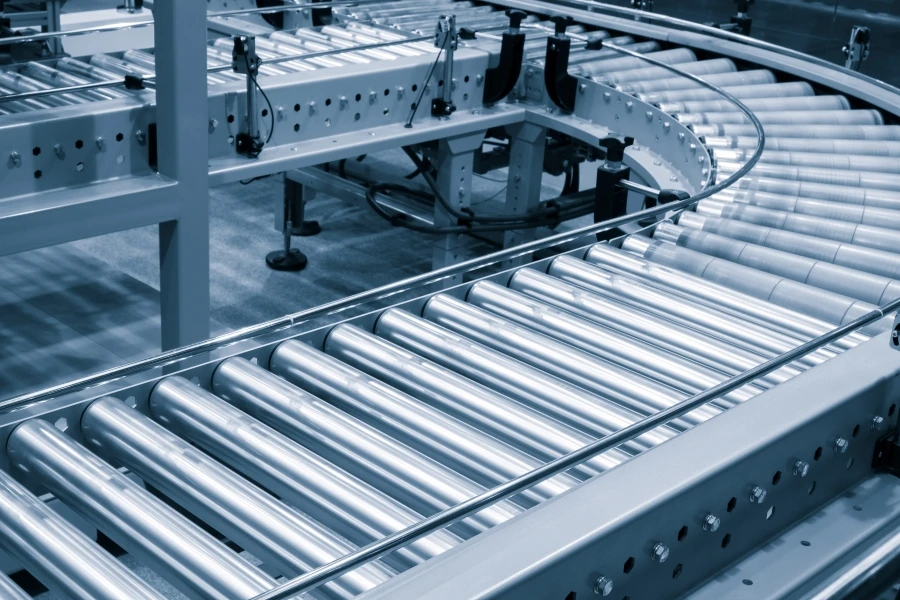
Roller Conveyors:
Roller conveyors are versatile and widely used in various industries. They consist of rollers mounted in frames, which move items from one point to another.
- Gravity Roller ConveyorsGravity roller conveyors rely on gravity to move items, making them cost-effective and simple to use for lightweight and uniformly shaped products.
- Powered Roller ConveyorsPowered roller conveyors use motors to move rollers, allowing for the transportation of heavier loads and greater control over the movement of goods.
Belt Conveyors:
Belt conveyors are one of the most common types of conveyors, using continuous belts to transport items.
- Flat Belt ConveyorsFlat belt conveyors are ideal for transporting items of various sizes and shapes, offering a smooth and reliable transport solution.
- Modular Belt ConveyorsModular belt conveyors consist of interlocking segments, providing flexibility and ease of maintenance. They are suitable for handling complex loads and harsh environments.
Chain Conveyors
Chain conveyors use chains to move items, suitable for heavy-duty applications.
- Drag Chain ConveyorsDrag chain conveyors are designed for moving bulk materials, such as grains and coal, through enclosed tracks.
- Apron ConveyorsApron conveyors use metal plates attached to chains, making them ideal for transporting heavy and abrasive materials.
Overhead Conveyors:
Overhead conveyors transport items above the ground, saving floor space.
- Enclosed Track ConveyorsEnclosed track conveyors protect items from dust and debris, ensuring clean and efficient transportation.
- I-Beam Monorail ConveyorsI-Beam monorail conveyors are robust and durable, perfect for transporting heavy items in industrial environments.
Key Features of Conveyor Systems
Automation and Control
Modern conveyor systems are equipped with advanced automation and control features, allowing for seamless integration with other warehousing systems. This enhances efficiency and ensures smooth operations.
Versatility and Flexibility:
Conveyor systems are highly versatile and flexible, capable of handling a wide range of products and materials. They can be customized to meet specific operational needs and can easily adapt to changing requirements.
Durability and Reliability:
Conveyor systems are built to last, with robust construction and reliable components that ensure long-term operation with minimal maintenance. This durability translates to lower downtime and higher productivity.
Safety Features:
Safety is a crucial aspect of conveyor systems. Modern systems come with various safety features, such as emergency stop buttons, protective guards, and sensors, to ensure the safety of workers and reduce the risk of accidents.
Benefits of Conveyor Systems:
Enhanced Efficiency:
Conveyor systems significantly enhance efficiency by automating the transportation of goods, reducing manual handling, and speeding up processes. This leads to faster order fulfillment and improved operational throughput.
Improved Safety:
By automating the movement of goods, conveyor systems reduce the risk of injuries associated with manual handling. Safety features further ensure a safe working environment for employees.
Cost Savings:
Conveyor systems contribute to cost savings by reducing labor costs, minimizing errors, and optimizing space utilization. The initial investment is often offset by the long-term savings in operational costs.
Scalability:
Conveyor systems are scalable and can grow with your business. They can be easily expanded or reconfigured to accommodate changing operational needs, ensuring long-term value and adaptability.
Applications of Conveyor Systems in Different Industries:
Manufacturing:
In manufacturing, conveyor systems streamline production processes by moving raw materials, components, and finished products efficiently. This enhances productivity and reduces production cycle times.
Retail and E-Commerce:
Retail and e-commerce businesses use conveyor systems to manage high volumes of inventory and orders. These systems ensure fast and accurate order fulfillment, meeting the demands of online shoppers.
Food and Beverage:
The food and beverage industry relies on conveyor systems for transporting ingredients, packaging products, and managing logistics. These systems are designed to meet stringent hygiene and safety standards.
Pharmaceuticals:
In the pharmaceutical industry, conveyor systems ensure the safe and efficient handling of medications and medical supplies. They help maintain product integrity and comply with regulatory requirements.
Future Trends in Conveyor Systems:
Advances in Automation and Robotics:
The future of conveyor systems lies in advances in automation and robotics. These technologies will further enhance the capabilities of conveyor systems, making them more efficient, reliable, and adaptable to complex operations.
Integration with IoT and Smart Technologies:
Integration with IoT and smart technologies is a significant trend in conveyor systems. This allows for real-time monitoring, predictive maintenance, and data-driven decision-making, improving overall operational efficiency.
Sustainability and Eco-Friendly Designs:
Sustainability is becoming increasingly important in the warehousing industry. Future conveyor systems will incorporate eco-friendly designs and energy-efficient components, reducing their environmental impact and operational costs.
Choosing the Right Conveyor System for Your Business:
Assessing Your Needs:
The first step in choosing the right conveyor system is to assess your specific needs. Consider factors such as the type of goods you handle, your operational requirements, and the available space in your facility.
Evaluating System Features:
Once you have assessed your needs, evaluate the features of different conveyor systems. Look for systems that offer the right balance of efficiency, flexibility, and durability to meet your operational goals.
Considering Future Growth:
It\'s important to choose a conveyor system that can grow with your business. Consider the scalability and adaptability of the system, ensuring that it can be easily expanded or reconfigured to accommodate future growth.
Conclusion:
Conveyor systems are essential tools in modern warehousing and logistics, offering a range of features and benefits that enhance efficiency, safety, and productivity. At Greenspace Industrial, we are dedicated to helping businesses across Canada leverage the power of conveyor systems to optimize their operations. Whether you are in manufacturing, retail, food and beverage, or pharmaceuticals, our state-of-the-art conveyor systems can help you achieve your operational goals.










Sign in to leave a comment.