A decanter centrifuge is an essential piece of equipment in modern industrial operations, designed to separate solids from liquids in a continuous and efficient manner. Widely used in industries such as chemical processing, wastewater treatment, food and beverage production, and pharmaceuticals, decanter centrifuges enhance operational efficiency and product quality. Understanding how these machines work and their applications is crucial for businesses seeking to optimize separation processes and improve overall productivity.
Working Principle of a Decanter Centrifuge
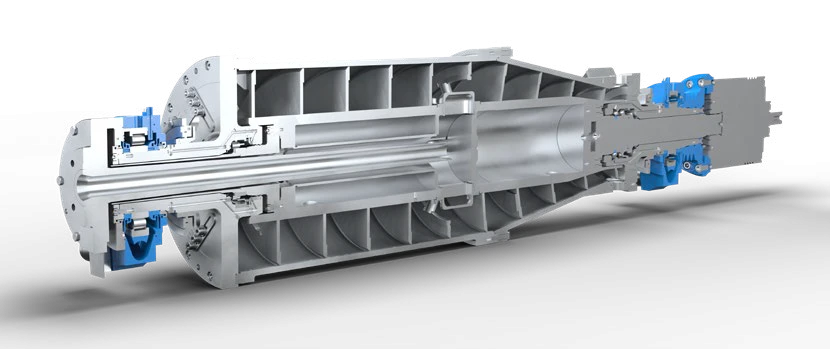
The core principle of a decanter centrifuge is centrifugal force. The machine consists of a rotating cylindrical bowl and a screw conveyor inside it. When the slurry or feed mixture is introduced into the bowl, the high-speed rotation generates centrifugal forces that separate components based on their density. Solids, being heavier, move outward toward the bowl wall, while the lighter liquid forms a central layer. The internal screw conveyor rotates at a slightly different speed than the bowl, moving the accumulated solids toward a discharge port for removal. The clarified liquid exits through separate outlets, allowing continuous separation without stopping the operation.
Modern decanter centrifuges are designed to handle a wide range of feed materials, from high-solid-content slurries to delicate liquids. For businesses looking to acquire high-performance equipment, a reliable Decanter Centrifuge can offer advanced features such as adjustable bowl length-to-diameter ratios, variable-speed drives, and automated control systems. These enhancements improve separation efficiency, reduce energy consumption, and extend the machine's operational lifespan, making them ideal for demanding industrial environments.
Key Components of a Decanter Centrifuge
Understanding the main components of a decanter centrifuge helps explain its efficiency and versatility. The rotating bowl forms the centrifugal chamber where the separation occurs. The screw conveyor, or scroll, facilitates continuous solid discharge. The feed system ensures uniform distribution of the slurry into the bowl, while the drive system controls rotational speeds and torque. Additionally, modern machines include monitoring devices such as vibration sensors, temperature gauges, and automated control panels to maintain optimal operation and protect equipment from damage. Proper maintenance of these components is essential to ensure consistent performance and longevity.
Industrial Applications of Decanter Centrifuges
Decanter centrifuges are used in a wide variety of industrial applications due to their adaptability and efficiency. In wastewater treatment, they remove sludge and reduce water contamination, supporting environmental compliance. In the chemical industry, decanter centrifuges separate chemical slurries and recover valuable solids for reuse. The food and beverage sector uses these machines for processes like juice clarification, oil extraction, and protein recovery, where maintaining product quality is critical. Pharmaceutical applications include separating bio-products and recovering fine particles during drug production. The versatility of decanter centrifuges makes them indispensable in processes that demand high throughput, consistent separation, and minimal manual intervention.
Advantages of Using a Decanter Centrifuge
There are several advantages to using a decanter centrifuge in industrial processes. Continuous operation allows for high throughput and minimal downtime. The separation efficiency ensures that both solids and liquids are recovered effectively, reducing waste and maximizing yield. Modern designs are energy-efficient, requiring less power compared to traditional filtration or sedimentation methods. Automated controls and monitoring systems reduce the need for manual supervision and enhance operational safety. Additionally, these machines can handle varying feed compositions and particle sizes, making them adaptable to changing process requirements.
Maintenance and Operational Considerations
Regular maintenance is critical to ensure a decanter centrifuge operates efficiently and reliably. Key tasks include monitoring bearing conditions, checking for wear on the screw conveyor and bowl, lubricating moving parts, and ensuring proper alignment of the drive system. Additionally, operators should periodically inspect the feed system and discharge ports to prevent clogging. Training staff on proper operational procedures and safety guidelines is equally important to avoid damage and prolong equipment lifespan. Selecting a decanter centrifuge from a reputable manufacturer ensures that technical support, spare parts, and operational guidance are readily available, contributing to consistent performance and reduced downtime.
Conclusion
A decanter centrifuge is a versatile and indispensable tool in modern industrial operations, capable of separating solids from liquids efficiently and continuously. Its working principle, based on centrifugal force, combined with advanced features like automated controls and adjustable designs, makes it suitable for a wide range of applications across chemical, pharmaceutical, food, and wastewater industries. Understanding the machine's components, advantages, and maintenance requirements allows businesses to optimize separation processes and improve operational efficiency. Investing in a high-quality decanter centrifuge ensures long-term reliability, enhanced productivity, and significant operational benefits for industrial applications.





















Sign in to leave a comment.