
The digitilisation of manufacturing and logistics is changing the face of traditional industry every day! One of the transformational technologies within that space is industrial self-driving vehicles. These intelligent machines, alongside other cutting-edge computer vision technologies are shaping the foundation for an even more efficient, secure and scalable world across many industries.
What Are Autonomous Industrial Vehicles?
Industrial environment self-propelled industrial vehicle The present invention fails to acknowledge certain devices, objects, features and/or advantages of the prior art. The list includes robotic forklifts, AGVs (Automated Guided Vehicles) and AMRs (Autonomous Mobile Robots). And oh, by the way, very little human labor is needed to put one of these vehicles into play on a daily basis for hauling materials, dropping items or order/picking.
Unlike other vehicles mobile industrial robots have a lot of tech inside, including AI and Internet of Things (IoT), but more important is the computer vision. Since they can “feel” where they are going, they’re capable of recognizing and reacting to obstacles and situations.
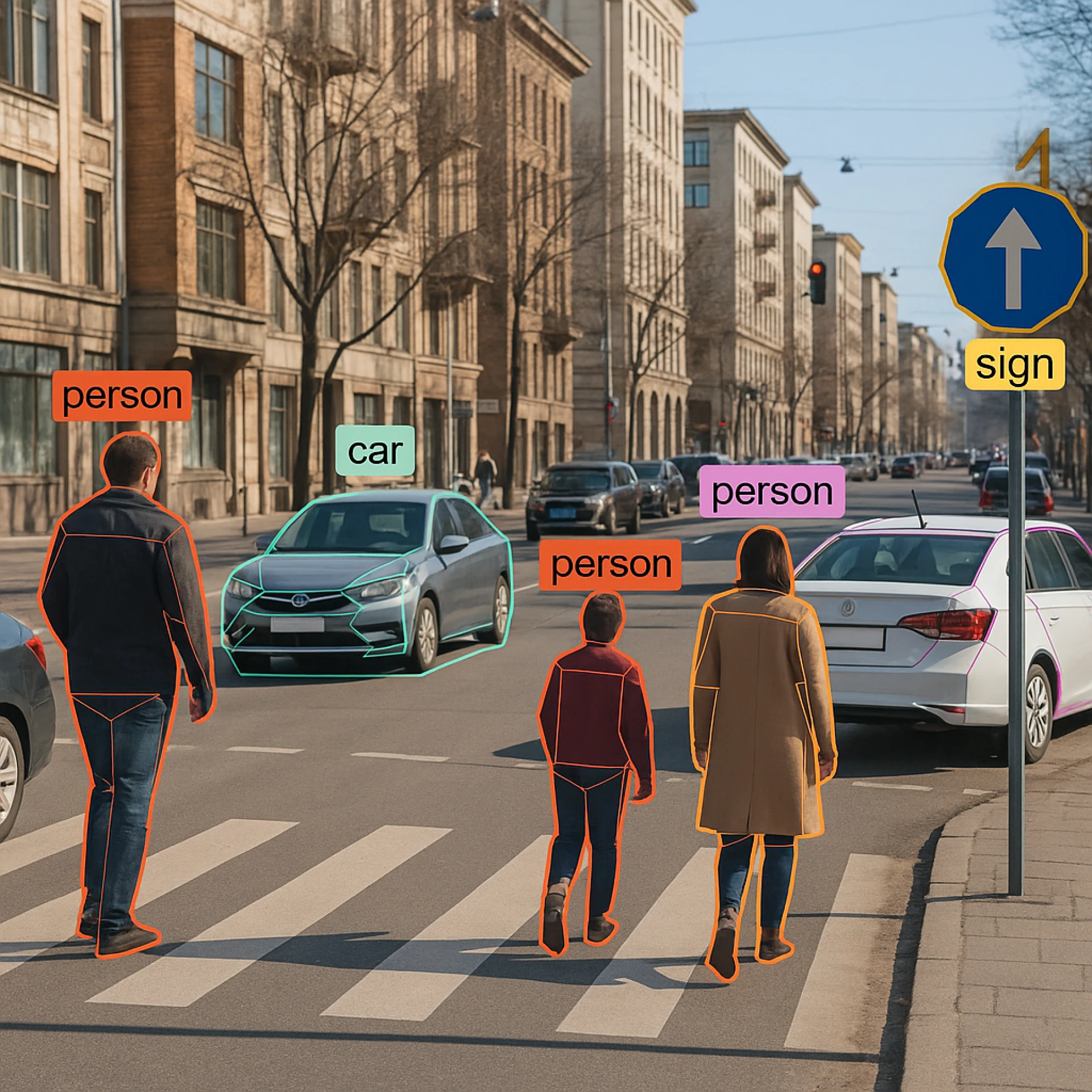
Computer vision in automation
AI-based automation finds a way to progress thanks to computer vision applications. This is the technology that would give machines the ability to understand visual data in the physical world, not unlike how humans take in their surroundings. It improves object detection, navigation and situational awareness when transferred to machines of industry.
AJ: Now with today’s latest computer vision applications, pallets are found and identified, goods and exceptions followed (like damaged packaging or an item missing), bar codes or QR codes read in motion or under bad light. These capabilities mean safer, more precise operations with a lower level of human error and higher uptime.
Key Benefits for Industry Leaders
There are some benefits for computer vision-based AGVs when operating are:
Productivity: Automation reduces the workload and helps human operators by giving more of this type of work, therefore freeing up operators to do higher level tasks.
Safer Running: Mechatronic systems with intelligent vision are able to avoid the number of collisions and thus eliminate downtime caused by machine impairment, it’s that the obstacle can be observed live as well.
Efficiency: Intelligent routing and dynamic scheduling pick-ups in real-time to eliminate waste.
Automatic: The system is automatic and It’s easy for business, with operation and Adding Scaling autonomous agents do not require operated huge changes to the infrastructure.
These aren’t some pie in the sky promise, these are happening right now at cutting edge companies like Cognitic AI who are the ones leading the charge to actually get AI powered solutions into production for industrial automation.
Real-World Use Cases
There are already computer vision-enabled autonomous industrial vehicles that are changing a lot of industries. For example:
The self-driving vehicles pluck and tote items in e-commerce warehouses to help make order fulfillment go faster.
In its automotive plants, they ferry heavy parts between assembly lines — without a human in sight.
In the world of food and drink, they do a better job than the average bear of keepings things lean and clean and minimizing human contact.
Future Outlook
With the advent of AI and machine learning, it’s a safe bet that any self-driving industrial vehicle will only become stronger when driven by a computer vision app. And already, some companies- like Cognitic AI — are future proofing — developing for the next few years instead of serving today’s need and thereby paving way for intelligent automation.











Sign in to leave a comment.