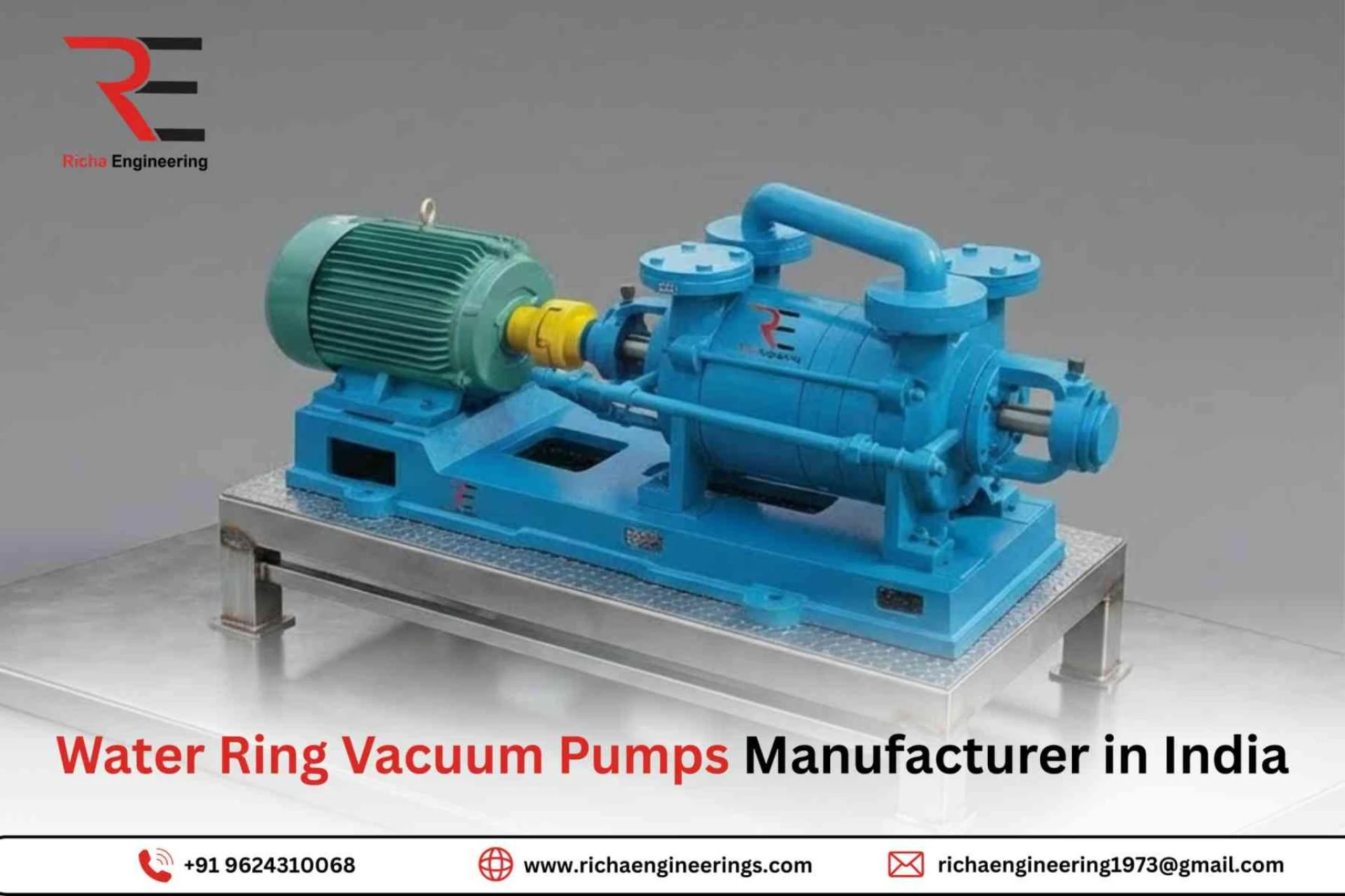
A Water Ring Vacuum Pump is a type of vacuum pump that uses water or another liquid to create a vacuum by forming a liquid ring inside a cylindrical casing. This pump is widely used in industrial applications, including chemical processing, pharmaceuticals, food processing, and pulp & paper industries, where a reliable, continuous vacuum is required.
Unlike dry or oil-sealed pumps, water ring vacuum pumps are simple, robust, and capable of handling wet or contaminated gases, making them ideal for heavy-duty operations.
How Does a Water Ring Vacuum Pump Work?
The operation of a water ring vacuum pump is based on centrifugal action. Here’s how it works:
- Rotor and Liquid Ring Formation
A rotor is mounted eccentrically inside a cylindrical casing. When the rotor spins, the liquid inside the casing forms a ring along the cylinder walls due to centrifugal force. - Gas Intake
The pump draws air or gas into the space between the rotor and the liquid ring. - Compression
As the rotor continues to rotate, the trapped gas is compressed by the moving liquid ring, reducing its volume. - Exhaust
The compressed gas is then expelled through the discharge port, creating a continuous vacuum in the system.
Water acts both as a sealant and a cooling medium, ensuring smooth operation even under high-temperature conditions or when handling vapors and condensable gases.
Key Features of Water Ring Vacuum Pumps
- Handles Moisture and Vapors: Can operate with wet gases or condensable vapors without damage
- Continuous Operation: Designed for 24/7 industrial use
- Simple Design: Fewer moving parts means lower maintenance
- Durable & Reliable: Long service life under demanding conditions
- Low Noise & Vibration: Smooth and stable operation
Applications of Water Ring Vacuum Pumps
Water ring vacuum pumps are used in a variety of industries, such as:
- Chemical Processing: Vacuum distillation, solvent recovery, and degassing
- Pharmaceuticals: Freeze-drying and vacuum filtration
- Food Processing: Evaporation, dehydration, and packaging
- Pulp & Paper Industry: Paper dewatering and vacuum forming
- Power Plants & Engineering: Condensate extraction and cooling
They are especially preferred in applications where moisture or gas contamination could damage other types of pumps.
Benefits of Water Ring Vacuum Pumps
- Can handle wet or corrosive gases without damage
- Reliable for continuous industrial operations
- Low maintenance due to simple design
- Long-lasting and energy-efficient
- Provides stable vacuum levels for critical processes
Conclusion
A Water Ring Vacuum Pump is a versatile and reliable solution for creating vacuum in industrial and chemical processes, especially where moisture, vapors, or condensable gases are present. Its simple yet robust design ensures long-term performance, low maintenance, and consistent vacuum levels, making it a popular choice across laboratories, industries, and heavy-duty applications.














Sign in to leave a comment.