
Dual-color injection molding has become a popular advanced injection technique, offering significant cost savings and new design possibilities for product manufacturing. This article will explore the current state and trends of dual-color injection molding, with a special focus on its application in automotive lighting.
What is Dual-Color Injection Molding?
Multi-color and multi-material injection molding is a process that combines several types of plastics into a multifunctional component within a single manufacturing process or production unit. This technology leverages the characteristics of different materials during the molding process, combining them through assembly or other suitable bonding methods to enhance the functionality and aesthetics of products. It provides meaningful savings in production and opens up new design possibilities.
Essential Conditions for Multi-Color Injection Molding
The materials used in multi-color injection molding must meet two basic compatibility conditions: adhesion compatibility and processing process compatibility.
New requirements are also placed on the injection equipment. For the injection unit, structures such as parallel in the same direction, parallel in the opposite direction, horizontal and vertical L-type, and Y-type in the same direction can be used. For the mixing nozzle, special nozzles such as patterned, wavy, flow mark, gradient, and layered can be selected. For the mold clamping unit, options include standard types, vertical rotary disc, horizontal rotary disc, shaft rotation type, and mechanical hand rotation type.
One of the key factors in multi-color injection molding is the versatility of the computer control program. Even for the same type of multi-color product, different mold designs require different electronic control programs.
Multi-Color Molding Technology in Car Lights
With the development of the national economy, the automotive industry has become a pillar industry of the country. The rapid development of the automotive industry has set increasingly high demands for automotive lighting.
The quality of automotive lighting is crucial for driving safety, and therefore, regulations around the world have strict requirements for automotive lighting. The design of lighting fixtures must not only meet the safety requirements of regulations but also satisfy other requirements, such as integrating with the overall vehicle design, being aesthetically pleasing and practical, and meeting aerodynamic requirements to ensure comfort and convenience for drivers and passengers. As a result, the design technology of car lights is also evolving with the development of the automotive industry.

Material and Process Features of Car Lights
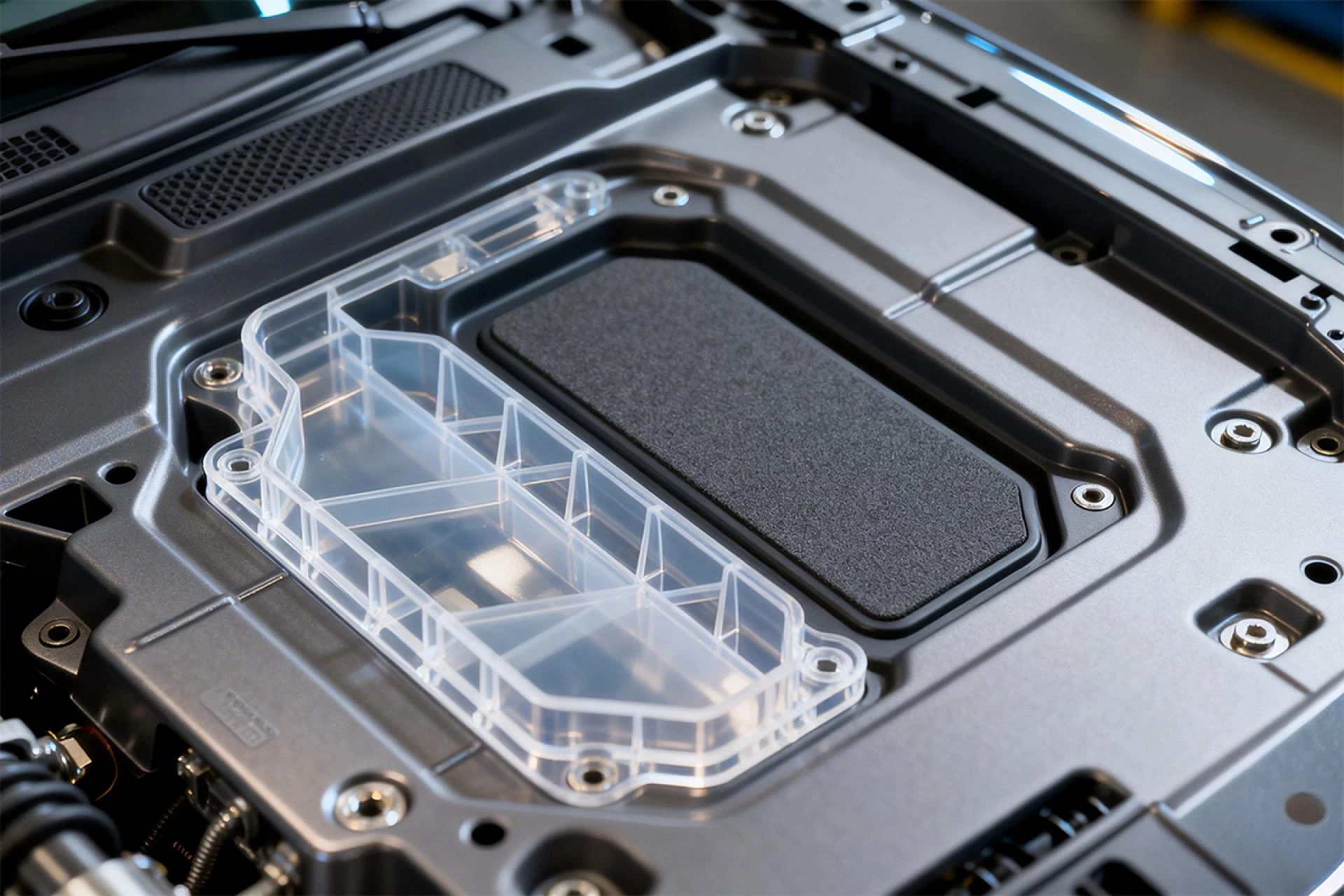
Car lights typically consist of a base and a lamp shell. The base material is usually a thermosetting material—BMC (Bulk Molding Compound), while the lamp shell can be made from materials such as PMMA, PP, ABS, etc., usually in two or three colors. In the production process of dual-color car lights, special attention should be paid to the injection part of the dual-color injection molding machine, where the center distance of the two screws should correspond to the center distance of the dual-color mold. There are also several important points to note:
Factors Affecting Stable Car Light Molding
- Control unit response issues such as long switching points, noise interference, unstable command output, and unstable temperatures.
- Hydraulic system noise: unstable pressure, valve positioning quality, hysteresis, changes in oil pipe damping.
- Mechanical system differences: internal leakage of oil seals, damping, friction differences, positioning of screw check valves, and check valve effectiveness.
- Uneven plasticization: differences in plasticization quality.
- Mold temperature control.
Common Problems in the Design of Plastic Material Groups for Car Tail Lights
- Screws not feeding material while idling.
- Excessive torque required for the screw to rotate.
- Plastic not completely melted.
- Unstable plastic metering.
- Uneven plastic mixing.
- Low-temperature molding plastic is prone to temperature rise.
- Bubbles in the molded product.
- Discoloration or yellowing in the molded product.
- Screws are prone to corrosion and wear, with a short service life.
Key Design Points for the Plasticizing Screw Material Group
The plasticizing screw material group is the heart of the injection molding machine, responsible for the transportation, melting, mixing, and metering of plastic raw materials. Therefore, the quality of the plasticized screw is closely related to the quality of the molded product.
The main purpose of improving the plasticizing screw is to:
- Enhance the shearing and mixing action.
- Ensure uniform mixing.
- Improve plasticization capacity.
- Ensure the uniformity of the melt temperature.
Key Design Points for Tail Light-Specific Screws
- L/D ratio: 21 to 23.
- Surface roughness must be extremely smooth to avoid material accumulation.
- Increase the thickness of the electroplated layer to enhance corrosion resistance.
- Compression ratio: 2.3, with the feed section at about 50%, the compression section at about 30%, and the metering section at about 20%.
Strategies for Poor Injection in Car Lights
- Burn marks—Reduce injection pressure, use multi-stage deceleration injection, and vacuum mold.
- Silver streaks—Thoroughly dry the pellets, increase back pressure, reduce melt temperature, and reduce injection speed.
- Bubbles—Increase back pressure, reduce melt temperature, use a dehumidifying dryer, and increase the size of the gate or flow channel.
- Weld lines—Increase melt temperature, increase filling speed, improve venting and mold temperature.
- Flashes—Increase mold clamping force, reduce filling pressure, reduce melt temperature.
- Shrinkage—Even thickness design, increase packing pressure and time, replace check valves.












Sign in to leave a comment.