Efficient warehouse storage is essential for businesses seeking to maximize space, improve workflow, and manage high volumes of inventory. Drive in pallet racking system are a popular choice for companies looking to optimize storage density while maintaining organized inventory access. This guide explores everything businesses need to know about drive-in pallet racking systems, from their design and benefits to best practices and industry applications.
Understanding Drive-In Pallet Racking Systems
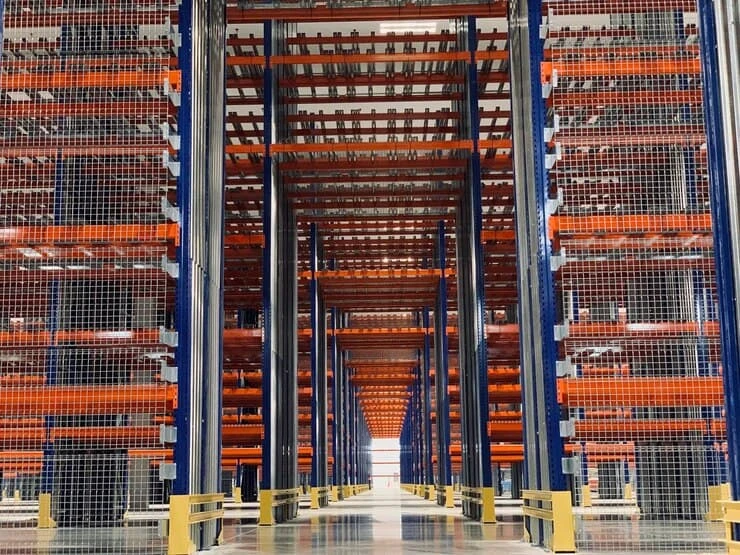
Drive-in pallet racking systems are high-density storage solutions that allow forklifts to enter the storage lanes and deposit or retrieve pallets directly. This design reduces the number of aisles required, enabling warehouses to store a larger volume of products in a limited space.
How Drive-In Pallet Racking Systems Work
A drive-in pallet racking system operates on a last-in, first-out basis. Pallets are stored on rails or supports within a lane, and forklifts move into the lane to load or unload products. This system is ideal for warehouses handling large quantities of similar items that do not require frequent rotation.
Key Components of Drive-In Racking Systems
Drive-in racking systems consist of upright frames, horizontal rails, pallet supports, and beams. These components work together to ensure stability, support heavy loads, and maintain safety during operations. Proper installation and maintenance are crucial for optimal performance.
Benefits of Drive-In Pallet Racking Systems
Implementing a drive-in pallet racking system provides multiple advantages for warehouse operations, including enhanced storage capacity, operational efficiency, and cost savings.
Maximized Storage Space
One of the primary benefits of drive-in pallet racking systems is their ability to maximize storage density.
High-Density Storage
By allowing pallets to be stored several rows deep, drive-in systems significantly increase storage capacity. This is particularly beneficial for warehouses with large volumes of similar products.
Reduced Aisle Requirements
Drive-in racking reduces the number of aisles needed for forklift access. This efficient use of floor space allows warehouses to store more products without expanding their physical footprint.
Cost Efficiency
Drive-in pallet racking systems offer financial advantages by optimizing storage space and reducing operational costs.
Lower Infrastructure Costs
Fewer aisles mean reduced floor space usage, which lowers expenses for lighting, heating, cooling, and cleaning. Additionally, businesses may avoid costly warehouse expansions by maximizing existing space.
Efficient Use of Resources
By increasing storage density, drive-in racking ensures that every square meter of the warehouse is productive, reducing wasted space and operational inefficiencies.
Improved Operational Efficiency
A well-designed drive-in pallet racking system enhances workflow and warehouse productivity.
Faster Order Picking
Organizing pallets sequentially within lanes allows for quicker access to inventory. Forklifts can efficiently retrieve and store items, reducing handling time.
Minimized Travel Time
With fewer aisles and strategically placed lanes, forklifts travel shorter distances, resulting in faster operations and reduced labor costs.
Enhanced Safety and Durability
Drive-in pallet racking systems are engineered for stability, durability, and secure handling of pallets.
Structural Strength
Heavy-duty beams and supports ensure that pallets are stored safely, reducing the risk of accidents or collapses.
Protective Features
Drive-in racking systems can include guide rails, pallet stops, and barriers to protect both inventory and staff, contributing to a safer working environment.
Flexibility and Scalability
Drive-in pallet racking systems can adapt to evolving warehouse needs.
Adjustable Configurations
Racks can be adjusted to accommodate varying pallet sizes and product dimensions, providing flexibility for diverse inventory.
Scalable Design
Warehouses can expand storage capacity by adding more drive-in lanes as inventory levels grow, making the system suitable for long-term operations.
Best Practices for Implementing Drive-In Pallet Racking Systems
To maximize the benefits of a drive-in pallet racking system, careful planning, staff training, and proper maintenance are essential.
Strategic Warehouse Layout
Planning the layout of drive-in lanes, aisle widths, and pallet placement ensures forklifts can operate efficiently and safely. Correct lane spacing also prevents bottlenecks and allows smooth movement of goods.
Staff Training
Forklift operators should be trained to handle pallets within drive-in lanes safely. Proper training reduces accidents, prevents inventory damage, and ensures faster handling.
Regular Maintenance
Routine inspection of beams, rails, uprights, and pallets is critical to identify and address potential issues early. Preventive maintenance keeps the system functional, reduces downtime, and prolongs the life of the racks.
Integration with Warehouse Management Systems
Modern warehouse management systems can track pallet locations, monitor inventory levels, and optimize picking routes within drive-in racking lanes. This integration improves efficiency, reduces human error, and enhances overall operational control.
Industries That Benefit from Drive-In Pallet Racking Systems
Drive-in pallet racking systems are widely applicable across different sectors due to their high-density storage capabilities.
Cold Storage Facilities
Minimizing aisle space is crucial in temperature-controlled warehouses. Drive-in racking allows for efficient storage of perishable items while reducing energy consumption.
Food and Beverage Warehouses
High-volume, uniform products are ideal for drive-in systems, ensuring that goods are stored compactly while remaining easily accessible.
Manufacturing and Distribution Centers
Manufacturing warehouses can store raw materials and finished products efficiently, improving production workflow and order fulfillment speed.
Retail Warehouses
Retail operations benefit from the system’s ability to store large quantities of similar items efficiently, reducing handling time and maximizing storage space.
Conclusion
Drive-in pallet racking systems provide numerous advantages, including maximized storage density, cost efficiency, improved workflow, enhanced safety, and flexibility. By carefully planning the layout, training staff, maintaining the system, and integrating technology, businesses can achieve optimized warehouse operations. For professional guidance and customized solutions for drive-in pallet racking systems,
Dalvie Systems offers expert support to help warehouses maximize space and operational efficiency.


















Sign in to leave a comment.