In today’s fast-changing industrial landscape, manufacturers are under constant pressure to improve efficiency, reduce operational costs, and deliver high-quality products on time. Global competition, rising raw material prices, supply chain disruptions, and customer expectations for faster delivery have transformed how manufacturing businesses operate.
This is where erp software for manufacturing industry becomes a game-changer.
Enterprise Resource Planning (ERP) systems are no longer just accounting tools. Modern ERP platforms act as the digital backbone of manufacturing organizations, connecting production, inventory, procurement, finance, HR, quality control, and supply chain operations into a single integrated system.
As we move into 2026 and beyond, digital transformation is not optional—it’s essential. Companies that fail to modernize their operations risk falling behind competitors who use data-driven insights and automation to stay ahead. Implementing the right erp software for manufacturing industry ensures real-time visibility, smarter decision-making, and streamlined operations across departments.
Let’s explore how manufacturing ERP solutions are reshaping the industry.
Challenges in the Manufacturing Industry
Manufacturing businesses face multiple operational challenges that directly impact profitability and customer satisfaction.
1. Production Delays
Unplanned downtime, inefficient scheduling, and miscommunication between departments often lead to production bottlenecks. Manual systems make it difficult to track work-in-progress (WIP), resulting in missed deadlines.
2. Inventory Mismanagement
Excess inventory increases holding costs, while stock shortages halt production. Without accurate tracking, businesses either overstock or understock critical materials.
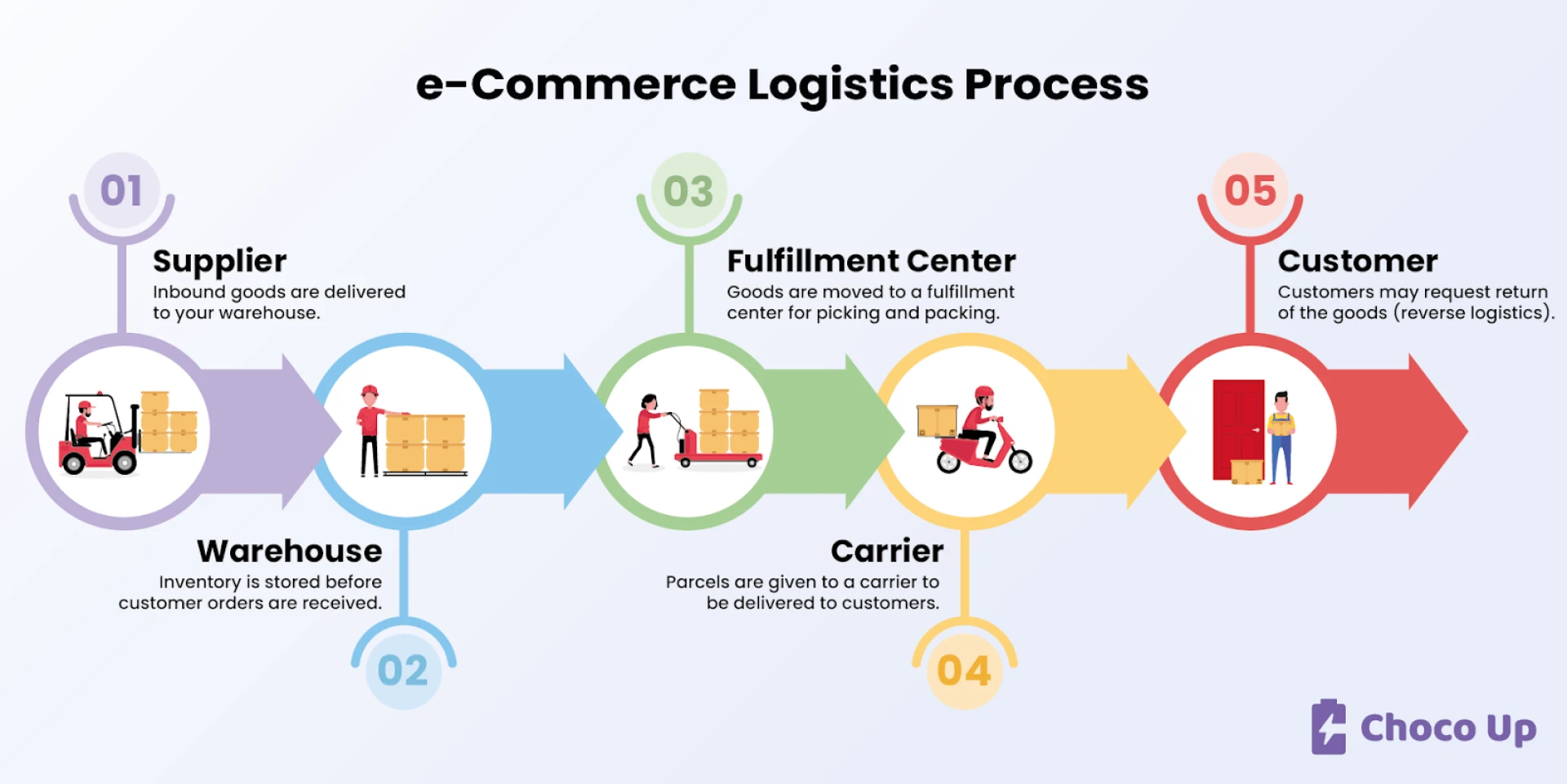
3. Supply Chain Inefficiencies
Manufacturers rely heavily on suppliers and logistics partners. Delays in procurement, poor vendor management, and lack of visibility across the supply chain disrupt operations.
4. Quality Control Issues
Maintaining consistent product quality is crucial. Without proper quality management systems, defects increase, leading to rework, wastage, and customer dissatisfaction.
5. Lack of Real-Time Data
Traditional systems operate in silos. Managers often rely on outdated reports, making it difficult to respond quickly to market changes or operational issues.
These challenges highlight why investing in erp for manufacturing industry is no longer a luxury but a necessity.
What is ERP Software for Manufacturing Industry?
ERP software for manufacturing industry is a comprehensive business management solution designed specifically to handle manufacturing operations. It integrates all major business processes into a unified platform.
Unlike generic ERP systems, manufacturing ERP focuses on:
- Production planning and scheduling
- Bill of Materials (BOM) management
- Shop floor control
- Inventory tracking
- Procurement management
- Quality assurance
- Financial management
Departmental Integration
One of the strongest advantages of erp software for manufacturing industry is its ability to connect departments:
- Production: Tracks raw materials, work orders, and finished goods.
- Inventory: Provides real-time stock levels and automated replenishment.
- Finance: Monitors cost accounting, budgeting, and profitability.
- HR: Manages workforce scheduling and payroll.
- Supply Chain: Ensures seamless procurement and distribution.
With centralized data, decision-makers gain complete operational visibility.
Key Features of ERP Software for Manufacturing Industry
1. Production Planning & Control
Manufacturing ERP systems allow businesses to plan production schedules based on demand forecasts, resource availability, and machine capacity. Advanced planning tools reduce downtime and increase throughput.
2. Inventory Management
Real-time inventory tracking ensures optimal stock levels. Automated alerts prevent shortages and overstocking. Batch and serial number tracking improve traceability.
3. Supply Chain Management
Integrated supply chain modules streamline vendor management, procurement processes, and logistics coordination. Businesses can track shipments and monitor supplier performance.
4. Quality Management System (QMS)
A built-in QMS helps maintain compliance with industry standards. It tracks inspections, audits, non-conformance reports, and corrective actions.
5. Project Planning in Software Project Management
Manufacturers handling custom projects benefit from project planning tools. These modules manage timelines, budgets, resource allocation, and project milestones.
6. Real-Time Analytics & Reporting
Dashboards provide live performance data. Managers can track KPIs such as production efficiency, order fulfillment rates, inventory turnover, and profit margins.
By integrating these features, erp software for manufacturing industry becomes a powerful operational engine.
Benefits of ERP Software for Manufacturing Industry
1. Improved Efficiency
Automation reduces manual data entry and repetitive tasks. Departments work with synchronized data, minimizing errors and duplication.
2. Cost Reduction
Better inventory control lowers storage costs. Efficient production planning reduces waste and machine downtime.
3. Better Decision-Making
Real-time insights enable data-driven decisions. Managers can forecast demand accurately and optimize resource allocation.
4. Scalability
As businesses grow, ERP systems scale easily. Whether expanding production lines or entering new markets, the system adapts to increased complexity.
5. Enhanced Productivity
Employees spend less time on administrative tasks and more on value-driven activities. Production teams operate with clearer instructions and fewer disruptions.
Ultimately, investing in erp software for manufacturing industry improves both operational performance and profitability.
Industry Use Cases
Different manufacturing sectors have unique operational needs. Let’s look at how ERP solutions serve various industries.
Steel Manufacturing
Steel manufacturers deal with heavy raw materials, complex production processes, and strict quality standards. ERP helps manage heat numbers, batch tracking, and compliance documentation while optimizing production scheduling.
Automotive Industry
Automotive manufacturing involves multiple suppliers and precision assembly lines. ERP systems coordinate supply chain activities, ensure quality compliance, and track component inventory in real time.
Textile Industry
Textile manufacturers handle large SKU volumes and seasonal demand fluctuations. ERP manages raw material procurement, dyeing processes, and finished goods inventory efficiently.
FMCG Manufacturing
Fast-moving consumer goods require quick production cycles and high distribution efficiency. ERP ensures accurate demand forecasting, inventory management, and distribution tracking.
Across all sectors, erp software for manufacturing industry enhances transparency and control.
How to Choose the Right ERP Software
Selecting the right ERP solution is a strategic decision. Consider the following factors:
1. Customization
Every manufacturing business has unique processes. Choose an ERP system that allows customization without excessive complexity.
2. Cloud vs On-Premise
- Cloud ERP: Lower upfront cost, remote accessibility, automatic updates.
- On-Premise ERP: Greater control and data ownership.
Cloud-based erp software for manufacturing industry is gaining popularity due to flexibility and cost-effectiveness.
3. Vendor Support
Reliable technical support and regular updates are essential. Evaluate the vendor’s industry experience and client testimonials.
4. Integration Capability
The ERP system should integrate with existing tools like CRM, e-commerce platforms, IoT devices, and third-party applications.
Choosing the right partner ensures smooth implementation and long-term success.
Future Trends in Manufacturing ERP
Technology continues to reshape manufacturing. Here are emerging trends:
AI Integration
Artificial Intelligence enables predictive maintenance, demand forecasting, and automated decision-making.
IoT-Enabled ERP
IoT sensors collect real-time machine data. When integrated with ERP, businesses gain deeper operational insights and reduce downtime.
Cloud ERP Adoption
Cloud-based ERP solutions are becoming the standard due to scalability and lower infrastructure costs.
Automation
Robotic Process Automation (RPA) automates repetitive tasks like invoice processing and order entry.
The future of erp software for manufacturing industry lies in intelligent, connected systems that empower proactive management.
Conclusion
The manufacturing industry is evolving rapidly. Companies that rely on outdated systems struggle with inefficiencies, rising costs, and poor visibility.
Implementing the right erp software for manufacturing industry transforms operations by integrating departments, improving production planning, enhancing supply chain management, and providing real-time insights.
Whether you operate in steel, automotive, textile, or FMCG manufacturing, ERP solutions offer a competitive advantage. Now is the time to embrace digital transformation and invest in a system that drives efficiency, scalability, and long-term growth.
If you want to streamline operations, reduce costs, and stay ahead of competitors, adopting modern ERP solutions is not just an option—it’s a strategic necessity.
Frequently Asked Questions (FAQs)
1. What is ERP software for manufacturing industry?
It is a specialized ERP system designed to manage production, inventory, supply chain, finance, and quality control within manufacturing businesses.
2. How does ERP improve manufacturing efficiency?
ERP automates processes, integrates departments, and provides real-time data, reducing delays and operational errors.
3. Is cloud ERP better for manufacturers?
Cloud ERP offers flexibility, scalability, lower upfront costs, and remote access, making it ideal for growing manufacturers.
4. How long does ERP implementation take?
Implementation time depends on business size and customization needs. It typically ranges from 3 to 12 months.
5. Can ERP integrate with existing software?
Yes, modern ERP systems support integration with CRM, accounting software, IoT devices, and third-party applications.
6. What industries benefit most from manufacturing ERP?
Steel, automotive, textile, FMCG, electronics, and machinery manufacturing industries benefit significantly.
7. Does ERP help with quality control?
Yes, built-in Quality Management Systems track inspections, defects, and compliance standards.
8. Is ERP suitable for small manufacturing businesses?
Absolutely. Many ERP vendors offer scalable solutions tailored for small and mid-sized manufacturers.
9. What is the cost of ERP software for manufacturing industry?
Costs vary based on features, deployment model, and customization. Cloud ERP typically has subscription-based pricing.
10. Why is ERP essential for 2026 and beyond?
With increasing automation, AI, and IoT integration, ERP systems are crucial for maintaining competitiveness and operational efficiency.














Sign in to leave a comment.