
Safety in any industry is no longer treated as an option but rather has become vital to achieving success. Industries such as oil refineries, power-producing plants, chemical manufacturing facilities, and manufacturers who work with heavy machinery are all subjected to extreme heat and pressure daily. If the processes, equipment, or some other factors are not equipped with adequate safety devices, the slightest buildup of extreme heat and pressure could easily result in catastrophic results.
Within the industrial piping system's attributes, one of the most important is the safety valve, which serves as an automatic release of excess pressure from the system. By providing a means to automatically release excess pressures, the safety valve prevents equipment failures, explosions, and cataclysmic failure of a system.
As we have highlighted throughout the entire industrial community in the UAE (which has many and significant near-daily occurrences with pressurized systems), there is no question about the necessity of having reliable pressure protection in all applications that are operating in pressurized mode. This article will provide a case study of how a safety valve has effectively addressed and will always continue to prove its importance by preventing a severe industrial accident from occurring in the future when using safety valve technology in water, gas, air, chemicals, and all other fluids in industrial applications moving through pipe systems.
How Safety Valves Work
A safety valve is a type of device that automatically releases excess pressure from systems when there is too much pressure in the system (above an established limit). Once the pressure goes down to a safe level, the valve will close again, allowing normal operations to continue.
Safety valves can be found in many places, including some that produce steam.
Examples of the types of locations that use safety valves include:
- Boilers and steam systems
- Chemical processing equipment
- Pipelines for oil and gas
- Storage tanks
- Pressure vessels
The basic function of a safety valve is to protect equipment, personnel, and facilities from dangerously high pressures caused by accidents.
To comply with industry safety standards, there are certain scenarios where pressure relief systems must exist in pressurized equipment due to the unsafe and sometimes catastrophic results of uncontrolled pressure build-up being one of the main reasons industrial accidents occur.
The Incident That Led to Uncontrolled Pressure
One of several manufacturers has identified significant fluctuations in the pressures in a steam distribution line, which supplies heat to several production areas.
The facility had several processes that use very high pressures of steam. During peak hours of production, the volume of steam required by these processes was very high. One afternoon, some obstructions had occurred within parts of the steam distribution pipe network, causing a rapid rise in the pressure inside the system.
The pressure kept increasing rapidly and soon rose above normal levels. Without quick intervention, this could result in catastrophic damage to the boiler system and connected machinery.
The safety valve is designed to prevent this type of dangerous situation!
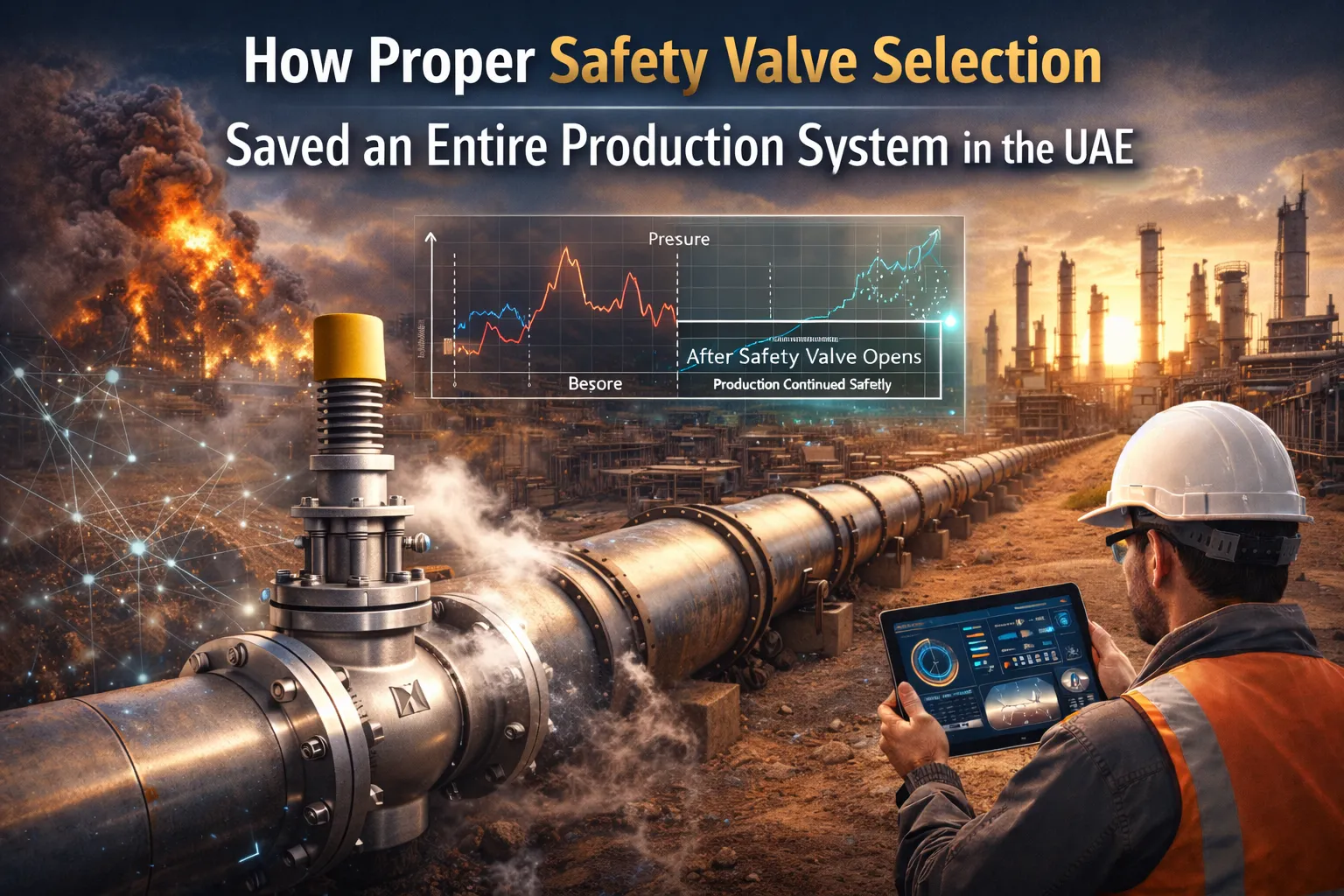
At the Critical Moment, the Safety Valve Activates:
The safety valve activated immediately when the pressure of the system reached its preset limit and started to rise above its preset maximum level!
The safety valve opened immediately (within 1-2 seconds) to allow the system to vent steam safely and stabilize the system by lowering the pressure back down to a safe operating level.
Since the safety valve activated immediately, it prevented multiple serious consequences for the plant:
- Damage to very expensive machines.
- Broke pipes or vessels created by high pressure.
- Forced to shut down production until the blockage was removed.
- Possibly injured plant employees.
Once the system pressure returned to an acceptable level, the safety valve closed automatically, allowing the system to continue running until the maintenance group resolved the blockage.
The Role of Safety Valves in Industrial Safety
This incident illustrates that safety valves are one of the most critical safety devices in any industrial facility.
Numerous hazards can cause dangerous overpressure conditions; any disruption to the operation of a pressurized system can result in a hazardous overpressure condition. Pressure systems will operate under a great deal of stress and therefore require safety valves.
The Global Safety Studies state the following:
- A large number of industrial equipment failures are caused by overpressure events within pressurized systems.
- Most of the catastrophic failures due to overpressure can be avoided if pressure relief devices are installed correctly.
Because safety valves are different than control systems, they represent the last line of defense within industrial operations.
Protecting Equipment and Reducing Downtime
One of the foremost values of a safety valve is to protect expensive industrial equipment and reduce downtime.
Industrial machinery can be very expensive, including boilers, compressors, and pressure vessels; if they are subjected to excess pressure, the damage to them could take weeks to repair, creating long periods of downtime.
Safety valves will ensure that any excess pressure is released before the pressure reaches an unsafe threshold, ensuring that equipment remains stable and avoiding damage to critical equipment.
In many UAE industrial operations, such as those in the oil and gas, petrochemical, and manufacturing sectors, the protection offered by safety valves is crucial to allowing operations to continue without interruption.
Compliance to Industry Safety Standards
Safety valves aren't just recommended anymore; they're now required by many global industry safety standards. The American Society of Mechanical Engineers (ASME) and other international safety organisations require pressure relief systems to be utilised in any pressurised equipment.
Typically in the United Arab Emirates (UAE), industrial plants adhere to these global standards as a means of being compliant and maintaining a safe operation.
When properly installed and maintained, facilities that utilise safety valves can:
- Meet the respective regulatory safety standards
- Lower the risk of operations
- Provide a safe working environment for their employees and protection to their infrastructure
- Support a steady and reliable production process
Along with the above-important issues, the routine inspections and testing of the safety valves will help to ensure that they are working correctly in the event of an emergency.
Function of Preventative Maintenance
Although safety valves are designed for safety and reliability, they should be inspected and maintained on a regular basis. The normal preventative maintenance programme typically consists of:
- Testing of the pressure set-point
- Visual inspection of the valve to identify signs of wear or corrosion
- Cleaning and calibrating
- Ensuring proper sealing and reseating
Facilities that maintain their safety valves will be better able to respond to unplanned pressure surges than those that do not.
In many situations, conducting routine maintenance on safety valves can help identify potential problems prior to them becoming catastrophic operational risks.
Final thought
The safety valve is so important that it saved lives by releasing pressure from a potentially catastrophic explosion. For companies that utilise pressurised equipment for their operations (the United Arab Emirates has many companies that require pressurised systems for power generation/manufacturing), safety valves are essential elements when creating a reliable, safe piping system.
There are benefits from using a safety valve: protection from equipment damage due to internal pressures, prevention of personnel injury from sudden failure of equipment, and keeping an industrial process operating safely and efficiently. Therefore, if your facility is exposed to high pressure in its operations, it is crucial that you install high-quality safety valves and keep them maintained.
An experienced supplier will be able to provide you with a pressure protection system that meets international standards. You should contact an expert like Al Zerwa Trading Co.(who provides service and supplies for industrial valve projects across the United Arab Emirates) if you are looking for reliability in your industrial valve products.














Sign in to leave a comment.