
Boilers are widely used in industries such as power generation, petrochemicals, oil and gas, textiles, and food processing. They are essential for producing steam, which is then used for heating, power generation, or various industrial processes. However, since boilers operate under high pressure and temperature, safety becomes a top priority.
One of the most important safety components in a boiler system is the Boiler Safety Valve. Without it, boilers would be at risk of dangerous overpressure accidents, which could cause serious damage to equipment, harm workers, and disrupt entire operations.
This article will provide a simple and detailed explanation of how boiler safety valves work, their importance, types, and best practices that every engineer and operator should know.
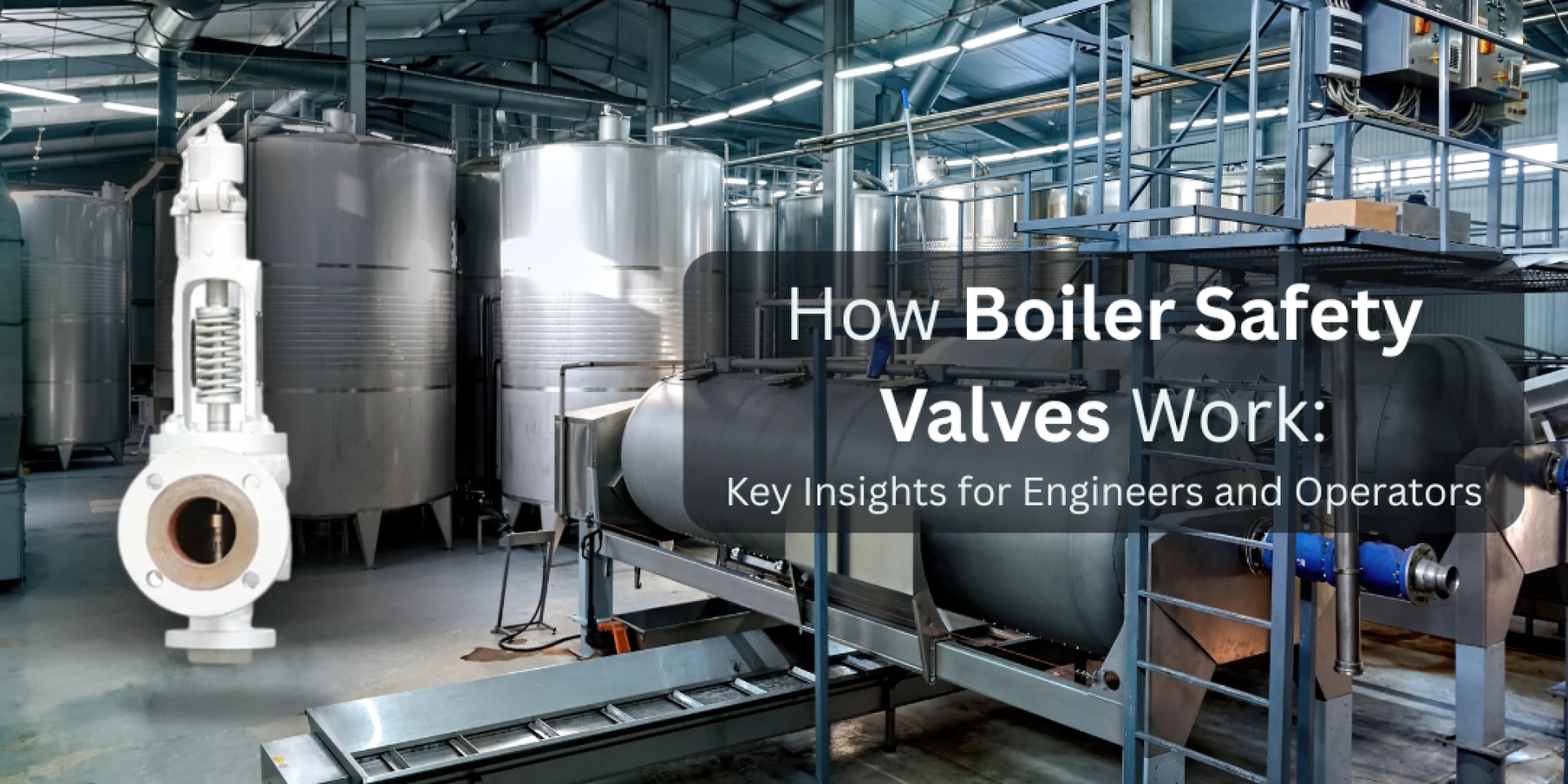
What is a Boiler Safety Valve?
A Boiler Safety Valve is a pressure relief device installed on a boiler. Its main purpose is to automatically release excess steam when the boiler pressure goes above a preset safe limit. By doing so, it prevents accidents such as boiler explosions and ensures safe and efficient operation.
In simple words:
- If the pressure is safe → the valve remains closed.
- If the pressure gets too high → the valve opens and releases steam.
- Once pressure drops → the valve closes again.
This automatic process makes boiler safety valves the last line of defense for the system.
Why are Boiler Safety Valves Important?
Boiler safety valves are not optional; they are mandatory in every boiler system across industries. Their importance can be understood in several ways:
- Prevents Accidents and Explosions
- High-pressure boilers can become extremely dangerous if left unchecked. Safety valves protect against catastrophic failures.
- Protects Boiler Equipment
- By preventing excessive pressure, valves extend the life of the boiler and its components like tubes, drums, and pipelines.
- Ensures Operator Safety
- Protecting human life is the most important role of safety valves.
- Maintains Efficiency
- By keeping the pressure stable, boilers can operate at their designed efficiency without unexpected shutdowns.
- Regulatory Requirement
- In India, the Indian Boiler Regulations (IBR) mandate that boilers must be fitted with certified safety valves. Similarly, international standards like ASME also require them.
How Do Boiler Safety Valves Work?
The working principle of a boiler safety valve is based on balancing steam pressure against spring force. Here’s a step-by-step breakdown:
- Normal Condition –
- The valve remains closed because the spring force keeps the disc pressed tightly against the valve seat.
- When Pressure Rises –
- If the steam pressure inside the boiler exceeds the set limit, it overcomes the spring force.
- Valve Opening –
- The disc lifts from its seat, allowing steam to escape quickly into the atmosphere or a discharge line.
- Pressure Reduction –
- As steam is released, boiler pressure drops back to a safe level.
- Automatic Closing –
- When the pressure is normal again, the spring force pushes the disc back into place, closing the valve.
This cycle is automatic and ensures constant safety without human intervention.
Types of Boiler Safety Valves
Depending on design and application, boiler safety valves can be classified into different types:
1. Spring-Loaded Safety Valve
- The most widely used type in modern boilers.
- Works with a spring mechanism to control valve opening and closing.
- Simple design, easy to maintain, and highly reliable.
2. Lever Safety Valve
- An older design, now used mainly in small boilers or low-pressure systems.
- Operated by a lever and a weight system that balances against steam pressure.
3. Pilot-Operated Safety Valve
- Uses a small auxiliary pilot valve to control the main valve.
- Suitable for high-capacity and high-pressure boilers.
- Provides precise pressure control.
Key Design Considerations for Engineers
When selecting or maintaining boiler safety valves, engineers and operators must keep in mind:
- Set Pressure – The valve must be set at the correct pressure as per boiler design.
- Discharge Capacity – It should be able to release enough steam to reduce pressure quickly.
- Material Selection – Materials should withstand high pressure, high temperature, and steam corrosion.
- Installation Position – Typically installed vertically for proper operation.
- Certification – Must comply with IBR, ASME, or other local standards.
Common Issues with Boiler Safety Valves
Even though boiler safety valves are designed to be highly reliable, they can face issues if not maintained properly:
- Leakage – Worn-out seats or improper alignment can cause steam leakage.
- Chattering or Vibrations – Occurs if the spring tension is incorrect or if the valve is oversized for the boiler.
- Corrosion and Scaling – Steam moisture or impurities may damage the valve surface.
- Delayed Opening – Caused by incorrect set pressure adjustment.
To prevent these problems, regular testing and maintenance are essential.
Best Practices for Boiler Operators
Operators play an important role in keeping boilers safe. Some best practices include:
- Routine Inspections – Regularly check valve conditions and boiler pressure.
- Periodic Testing – Test valves before peak operation seasons to confirm functionality.
- Follow OEM Guidelines – Always adhere to the manufacturer’s recommendations for installation and maintenance.
- Record Keeping – Maintain logs of inspections, tests, and repairs.
- Immediate Replacement – Replace faulty or damaged safety valves without delay.
Conclusion
Boiler Safety Valves are the most vital safety components in any boiler system. They not only protect the equipment but also safeguard workers and industrial operations from hazardous overpressure conditions. A deep understanding of how they work, along with proper installation and maintenance, is essential for every engineer and operator handling boiler systems.
At Vytal Controls Pvt. Ltd., we take pride in manufacturing high-quality Boiler Safety Valves and a complete range of Control Valves that meet international standards. As a trusted control valve manufacturer in india, we provide reliable, efficient, and durable valve solutions for industries like power, oil & gas, petrochemicals, and more. Our products are designed with precision engineering to ensure maximum safety, performance, and compliance with IBR and global codes.
If you are looking for dependable Boiler Safety Valves manufacturing in India, Vytal Controls Pvt. Ltd. is your trusted partner.



















Sign in to leave a comment.