Picture a maintenance engineer reviewing utility costs and noticing that makeup water consumption has been trending up for the past six months. The boiler is performing. Steam pressure is stable. But the makeup water meter shows the system consuming significantly more water than the condensate return rates would suggest. What usually follows is the discovery that the condensate return system has been leaking energy quietly for months.
The Real Challenge Behind Low Return Rates
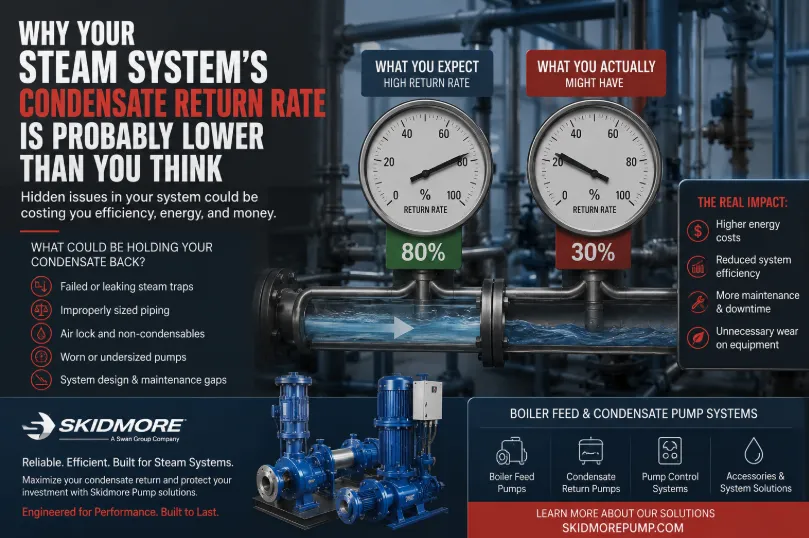
Condensate return is not a system that fails dramatically. It degrades gradually. Steam traps fail open and pass live steam continuously. Return lines develop small leaks. Trap bypass valves are left open during a maintenance event and never returned to service. Each failure is small. The cumulative effect on make-up water consumption, treatment chemical costs, and energy use is significant.
What the Numbers Actually Show
The US Department of Energy estimates that a single failed open steam trap in a medium-pressure system can pass 20 to 50 pounds of steam per hour directly to the return header. A facility with 50 traps and a 10 percent failure rate loses the equivalent of five continuously open traps, representing substantial energy waste that appears in boiler fuel consumption before it appears in any maintenance report.
Tracking make-up water consumption is the simplest condensate return audit tool available. If make-up water consumption is consistently above 20 to 25 percent of total steam production, the return system has losses worth investigating. Many facilities operating at 40 to 50 percent return find that a systematic trap survey identifies failures accounting for most of the gap.
A Practical Response
A condensate return audit does not require shutting down the steam system. Ultrasonic and temperature-based trap testing identifies failed traps while the system is operating. Prioritize high-pressure applications where the energy content of each failed trap is highest. A trap survey of a 50-trap system typically takes one to two days and frequently identifies improvements that pay for the audit in the first month of corrected operation.
- Establish a make-up water baseline and monitor monthly. Rising make-up water with stable production signals return system losses.
- Conduct trap surveys at least annually, or after any maintenance event that involves trap bypass or isolation.
- Track return rate as a percentage of total steam production. Under 80 percent return typically indicates identifiable losses.
- Budget for failed trap replacement as a routine maintenance item, not as an exceptional expense.
According to the Council of Industrial Boiler Owners, systematic condensate return improvement programs in industrial facilities have demonstrated average energy savings of 5 to 15 percent of total boiler fuel costs, with payback periods typically under one year for facilities starting from return rates below 70 percent.
Key Takeaways
Low condensate return rates are common, quantifiable, and correctable. Track make-up water consumption as a leading indicator, conduct annual trap surveys, and treat condensate return improvement as an energy efficiency investment rather than a maintenance cost. The return on that investment is consistently among the fastest in steam system management.













Sign in to leave a comment.