
In industries where safety, reliability, and zero-leakage performance are non-negotiable, Bellow Sealed Valves have emerged as the go-to solution for fluid control systems. These valves are specifically designed to prevent external leakage of hazardous, toxic, or high-temperature media—making them ideal for demanding environments such as chemical processing, oil & gas refineries, petrochemical plants, and power generation facilities.
What Is a Bellow Sealed Valve?
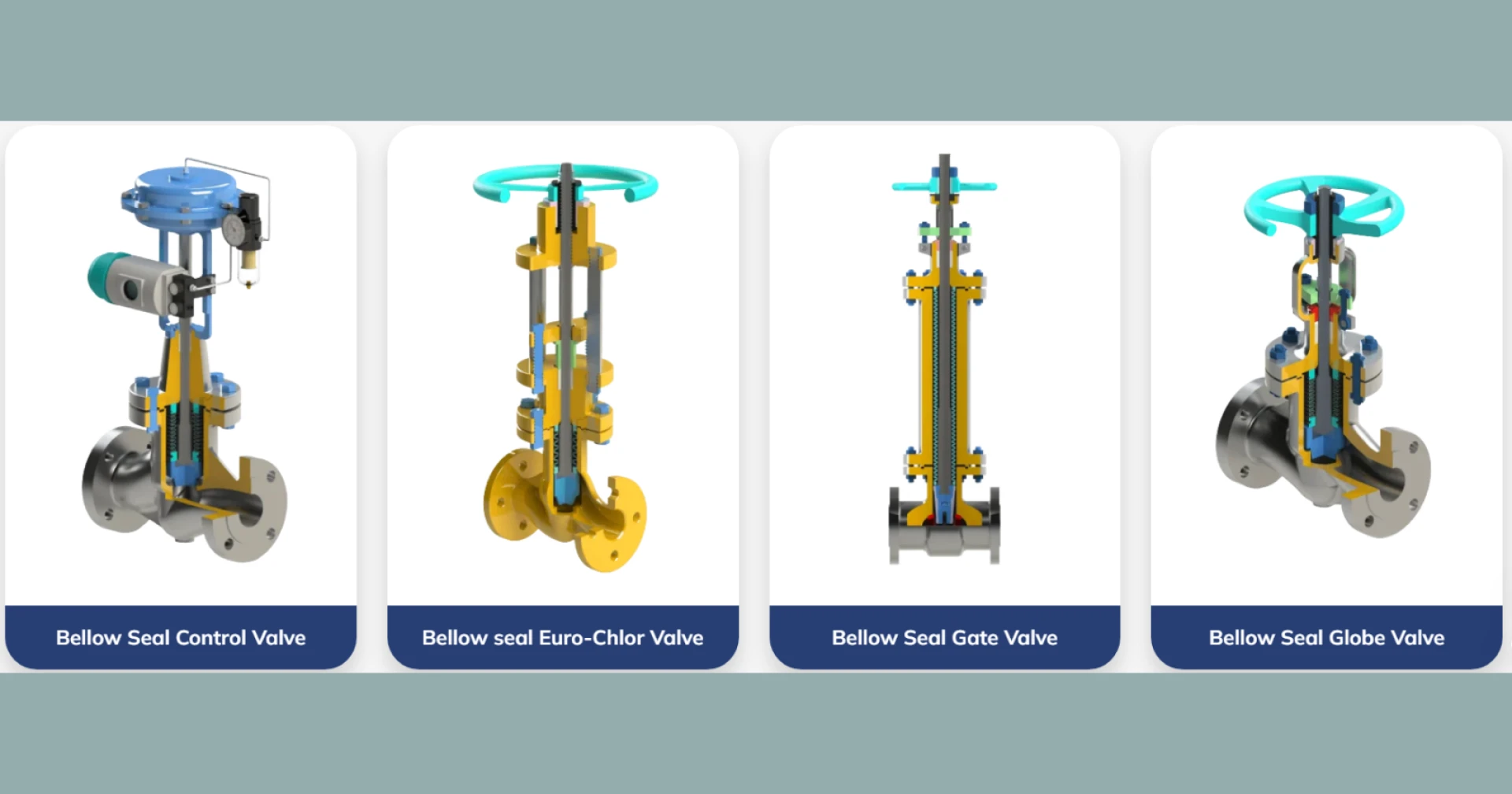
A Bellow Sealed Valve is a type of globe valve that incorporates a metallic bellows element in its stem sealing mechanism. Unlike traditional valves that rely on gland packing to prevent leaks, the bellow creates a hermetic seal between the stem and bonnet, eliminating any possibility of leakage through the valve stem—one of the most common sources of fugitive emissions.
The valve's bellows expand and contract with the movement of the stem, maintaining a tight seal even during regular operation or thermal cycling. This unique design makes bellow sealed valves especially valuable in industries that handle volatile, flammable, or toxic fluids.

Where Are Bellow Sealed Valves in High Demand?
1. Chemical and Petrochemical Industry
The chemical and petrochemical sector deals with a wide variety of aggressive and hazardous fluids. Even a minor leak in these environments can result in serious health, environmental, or operational risks. Bellow sealed valves offer a zero-leakage solution that complies with stringent safety regulations and emission norms such as ISO 15848 and TA-Luft.
Applications include:
- Handling of toxic chemicals like chlorine, ammonia, and sulfuric acid.
- Controlling high-temperature or high-pressure steam.
- Processes that require clean, leak-free environments to avoid contamination.
2. Oil and Gas Sector
In refineries and upstream oil and gas processing plants, the safety of personnel and equipment is paramount. Fugitive emissions from standard valves can be flammable or explosive. Bellow sealed valves help mitigate such risks by providing a sealed, explosion-proof alternative for isolating lines and managing hydrocarbons and gas streams under high pressure.
They are commonly used in:
- Gas dehydration systems
- Hydrocracking units
- Flammable fluid lines
- Remote isolation points where maintenance access is limited
3. Power Generation
Power plants, especially those that use fossil fuels, require robust valve systems to manage high-pressure steam and hot condensate. Conventional valves may degrade over time due to thermal stress, leading to internal or external leakage. Bellow sealed valves ensure continuous sealing integrity, improving efficiency and safety in high-temperature environments.
Their use extends to:
- Boiler feedwater systems
- Turbine bypass systems
- Superheater lines
- High-pressure steam lines
4. Pharmaceutical and Food Industry
Though less common than in heavy industries, bellow sealed valves also find applications in the pharmaceutical and food processing sectors. In these industries, avoiding contamination is crucial. Bellow sealing eliminates any risk of external contaminants entering the pipeline through worn-out stem packing, ensuring compliance with hygienic standards.
Key Advantages of Bellow Sealed Valves
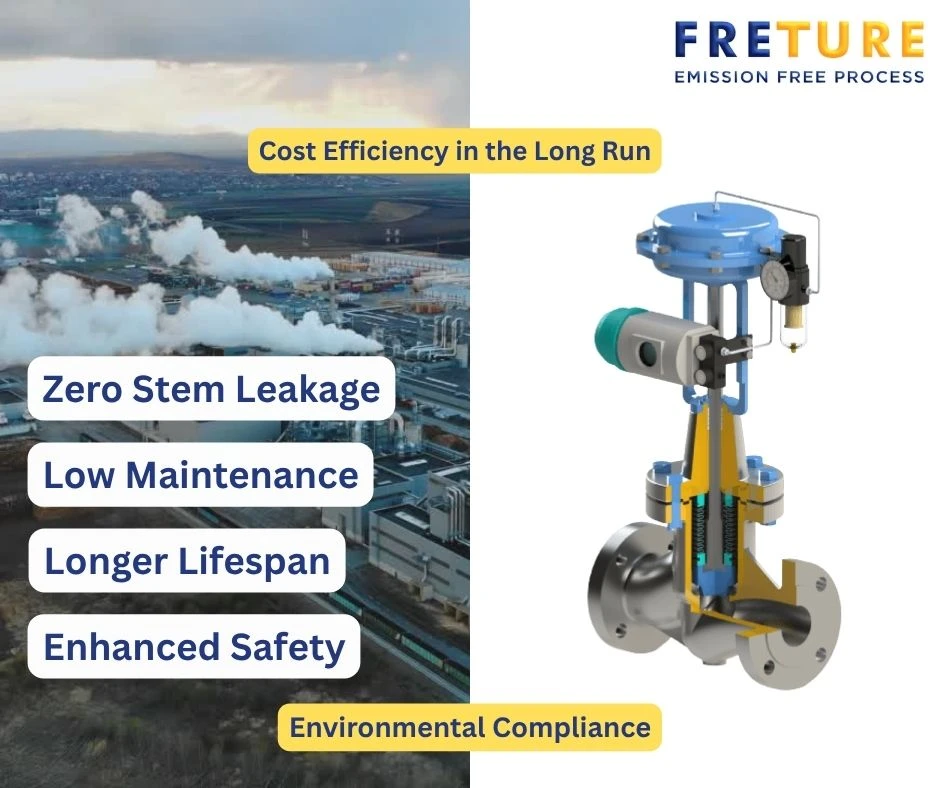
- Zero Stem Leakage: Ensures safe operation and environmental compliance.
- Long Service Life: The bellows are designed to withstand thousands of cycles without fatigue.
- Maintenance-Free Operation: No need for frequent gland packing adjustments or replacements.
- Corrosion and Temperature Resistance: Suitable for harsh fluids and high-temperature applications.
- Compact Design: Available in different sizes and end connections for flexible integration.
Conclusion
In industries where the cost of leakage is high—whether due to product loss, safety hazards, or regulatory violations—Bellow Sealed Valves serve as a critical safeguard. Their leak-proof, emission-free operation has made them indispensable in chemical, petrochemical, oil & gas, and power generation sectors.
As global safety and environmental standards continue to tighten, the demand for high-integrity flow control solutions like bellow sealed valves is only expected to grow. For any facility handling hazardous or high-pressure media, investing in bellow sealed technology is not just a compliance decision—but a strategic move toward operational excellence and sustainability.













Sign in to leave a comment.