In the chemical and petrochemical industry, where even the smallest leakage can lead to severe safety hazards, contamination, or environmental damage, reliable flow control solutions are non-negotiable. Among various valve technologies available, Bellow Seal Valves have become the preferred choice for processes involving hazardous, toxic, or volatile chemicals. Their ability to provide zero leakage and emission-free performance makes them indispensable in modern chemical plants striving for operational safety and compliance with international environmental regulations.
Why Chemical and Petrochemical Plants Need Leak-Proof Solutions
Chemical and petrochemical plants handle a wide range of corrosive, flammable, and toxic fluids under high temperatures and pressures. Substances such as chlorine, ammonia, benzene, hydrogen, and sulfuric acid are common, and their leakage could cause fire, explosion, or serious health risks.
Conventional gland-packed valves, though widely used, often fail to deliver complete sealing performance under such harsh conditions. Over time, the packing wears out, leading to fugitive emissions and maintenance downtime. This is where Bellow Seal Valves stand out — providing a metallic barrier that prevents process fluids from escaping into the atmosphere, ensuring operator safety and environmental protection.

Design Excellence for High-Risk Operations
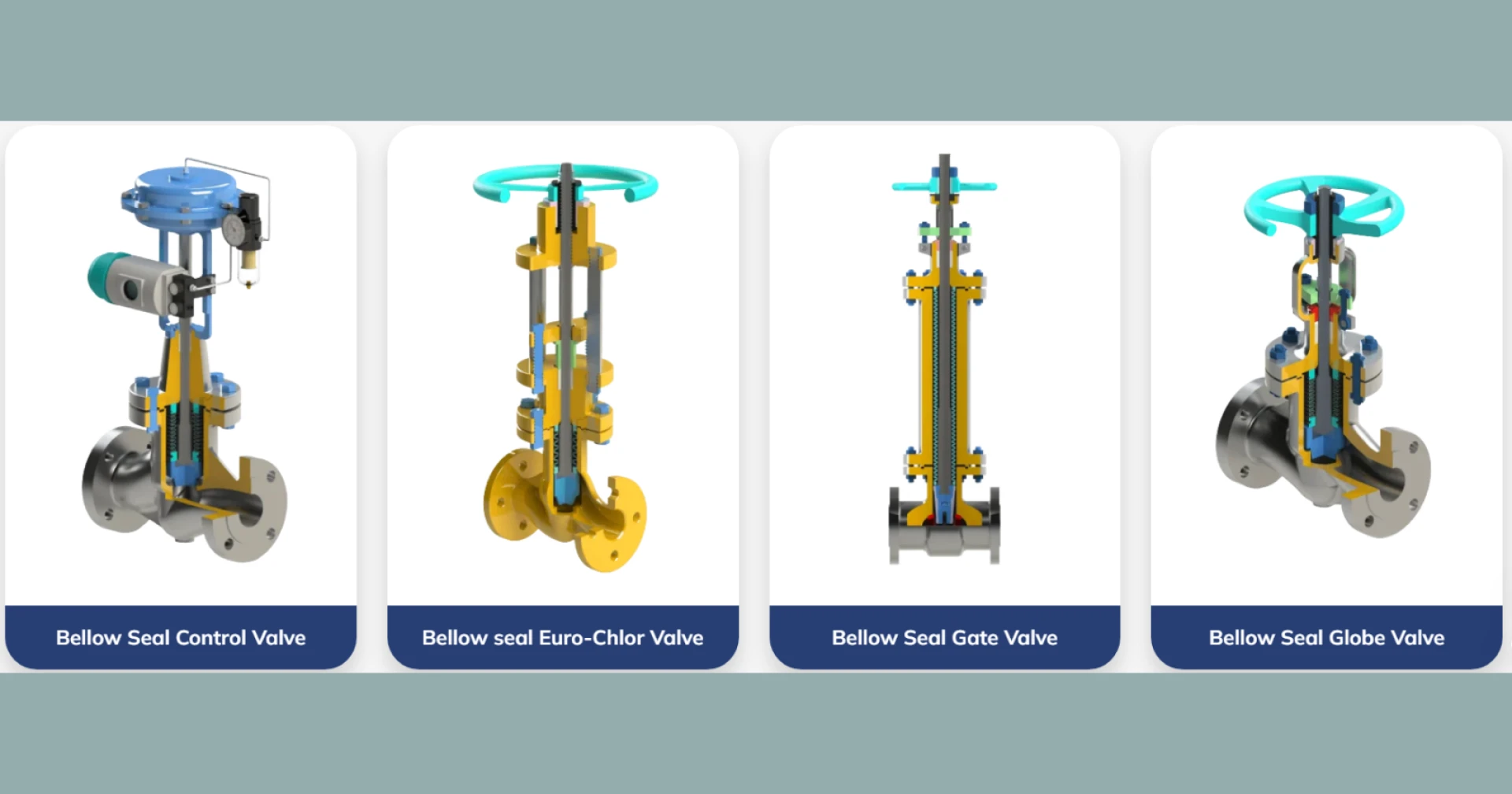
A Bellow Seal Valve is uniquely engineered with a flexible metallic bellows that forms a sealed chamber around the valve stem. The bellows are welded to both the valve stem and the bonnet, creating a leak-proof boundary between the fluid inside and the external environment.
When the valve opens or closes, the bellows expand and contract smoothly, allowing precise control of flow without breaking the seal. This design ensures zero stem leakage, even under frequent operation cycles or severe process conditions.
In chemical and petrochemical applications, the valves are typically constructed from high-grade stainless steel, alloy steel, or Inconel to resist corrosion and chemical attack. The internal surface finish and welding quality are carefully maintained to avoid contamination or corrosion fatigue.
Key Benefits for Chemical and Petrochemical Operations
The adoption of Bellow Seal Valves brings several operational and safety benefits to process industries:
- Zero Emissions: The metallic bellows completely isolate the process fluid, preventing fugitive emissions and aligning with TA-Luft and ISO 15848 emission standards.
- Enhanced Safety: No leakage through the stem ensures protection against exposure to hazardous or toxic media.
- Corrosion Resistance: High-grade materials and precision welding resist corrosion from aggressive chemicals.
- Long Service Life: The bellows design minimizes wear, offering more than 10,000 operation cycles with consistent performance.
- Reduced Maintenance Costs: With no need for regular gland packing adjustment, maintenance frequency and associated downtime are significantly reduced.
- Environmental Compliance: Helps industries meet strict environmental regulations and sustainability goals.

These advantages directly translate into cost efficiency, operational reliability, and worker safety—three essential factors for chemical and petrochemical producers.
Applications Within the Chemical and Petrochemical Sector
Bellow Seal Valves find critical applications throughout chemical processing facilities, including:
- Reactor Feed Lines: To prevent leakage of toxic or reactive chemicals into the atmosphere.
- Distillation Units: For managing high-temperature vapors and condensates safely.
- Acid Transfer Lines: Where chemical compatibility and corrosion resistance are crucial.
- Steam and Condensate Systems: Ensuring efficient energy transfer with minimal maintenance.
- Vacuum Lines and Gas Handling Systems: Maintaining system integrity and process purity.
In refineries, these valves are also used in hydrogen service lines, flare gas systems, and process isolation applications where reliability under extreme temperature and pressure is essential.
Industry Standards and Material Specifications
To meet global quality and safety benchmarks, Bellow Seal Valves for chemical plants are designed in accordance with API 602, BS 5352, and DIN 3356 standards. They are pressure-tested as per ISO 5208 and emission-tested to TA-Luft requirements.
Typical body materials include stainless steel (SS316, SS304), carbon steel, duplex steel, or specialized alloys such as Inconel 625 or Hastelloy C276, depending on the process fluid. The bellows are designed to withstand high pressures and temperatures, often rated up to Class 600 and 400°C respectively.
Conclusion
In chemical and petrochemical plants, where safety and emission control define operational excellence, Bellow Seal Valves offer unmatched performance. Their leak-proof design, corrosion resistance, and compliance with global emission standards make them the preferred choice for engineers seeking long-term reliability.
For durable and precision-engineered Bellow Seal Valves, choose Freture Techno Pvt. Ltd., a leading Bellow Seal Valve manufacturer in India, offering high-quality solutions tailored for chemical and petrochemical applications worldwide.
















Sign in to leave a comment.