
The precision tool and dies industry sits at the center of modern manufacturing in a way that rarely gets acknowledged publicly. Without precision tooling — dies, molds, jigs, fixtures, and gauges — none of the stamped, molded, or formed parts that go into vehicles, electronics, medical devices, or aerospace systems could be manufactured consistently. Yet the supply chain behind this industry is complex, often fragmented, and increasingly stressed.
How the Supply Chain Is Structured
Upstream: Specialty Steel and Carbide Producers
At the upstream end, the precision tool and dies industry draws on specialty steel and carbide producers. Tool steels — D2, H13, P20, M2 and others — have specific hardness, toughness, and wear resistance characteristics matched to different tooling applications. These steels are produced by a relatively small number of specialty mills, and lead times for specific grades can stretch significantly when demand spikes.
Middle Tier: Tool and Die Shops
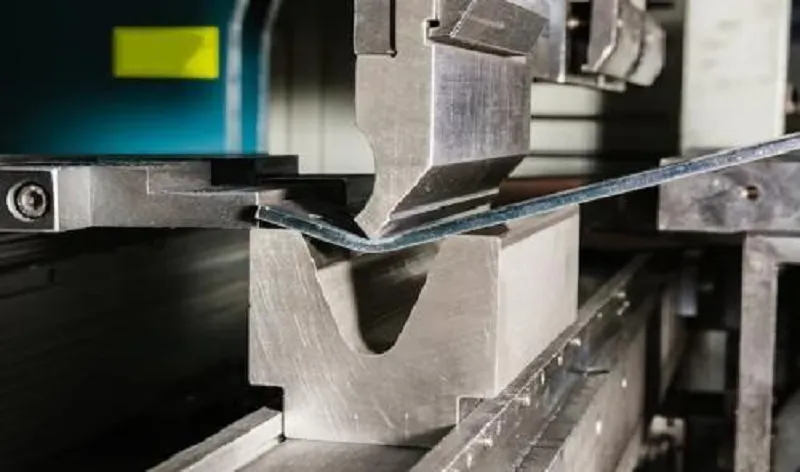
Tool and die shops occupy the middle tier. They receive raw material, apply CNC machining, EDM, grinding, and heat treatment to produce finished tooling. The best shops are tight operations with sophisticated 5-axis machining centers, coordinate measuring machines, and experienced die makers. The skills in this tier are deep but not widely distributed — it's a segment with genuine workforce scarcity.
Production Tier: Stamping Suppliers
Stamping supplier form the next tier — they receive completed dies from tool shops and run production. The relationship between a stamping supplier and their tooling source directly affects launch quality and ongoing production reliability. A stamping supplier who builds tooling in-house has faster iteration cycles and clearer accountability.
Where the Pressures Are
The most persistent pressure in the precision tool and dies industry supply chain is workforce. Die makers, CNC programmers, and EDM operators represent decades of accumulated knowledge. Retirement rates are outpacing training program outputs in most manufacturing markets.
Lead time is the second pressure. A complex progressive die for automotive production can take 16–24 weeks from design release to first tryout. When OEM schedules compress, that timeline doesn't compress proportionally — it just means less iteration time, which means more tryout loops and higher launch risk.
Material cost volatility affects every tier. Tool steel prices track with broader commodity markets and can spike unexpectedly. Stamping suppliers and stamping suppliers alike build contingencies into their pricing, but fixed-price contracts passed down from OEMs limit how much of this can be absorbed upstream.
What Stable Supply Chain Relationships Look Like
The most resilient configurations in the precision tool and dies supply chain are ones with long-term relationships between stamping suppliers and their tooling partners. Early supplier involvement in die design, shared simulation data, and defined tryout protocols reduce the number of correction cycles and stabilize lead times.
For buyers and OEMs, understanding where your tooling originates and maintaining visibility into tooling capacity is a supply chain risk management activity, not just a procurement one.













Sign in to leave a comment.