
Manufacturing industries are constantly evolving, demanding higher efficiency, precision, and sustainability in their processes. One crucial aspect of modern manufacturing is membrane technology, which plays a significant role in filtration, separation, and purification. From water treatment to chemical processing, membranes are essential for maintaining product quality, reducing waste, and improving overall operational efficiency.
Among the leading innovators in this field, Permionics membranes stand out for their advanced technology and customized solutions, catering to diverse industrial needs. But why are membranes so critical in manufacturing? Let’s explore.
1. Precision Filtration for Better Quality Control
Manufacturing processes often require the removal of impurities, unwanted particles, or contaminants to ensure high-quality products. Membranes help achieve this by providing precise filtration at micro, nano, or molecular levels. Industries such as pharmaceuticals, food & beverages, and chemicals rely on membranes to maintain purity and meet strict quality standards.
2. Water & Wastewater Management
Water is a fundamental resource in manufacturing, used for cooling, processing, and cleaning. However, untreated wastewater can cause severe environmental damage. Membranes play a crucial role in water purification and wastewater treatment, enabling industries to recycle water, reduce discharge, and comply with environmental regulations. Permionics membranes are designed to handle complex water treatment challenges, ensuring both sustainability and cost-effectiveness.
3. Enhancing Energy Efficiency
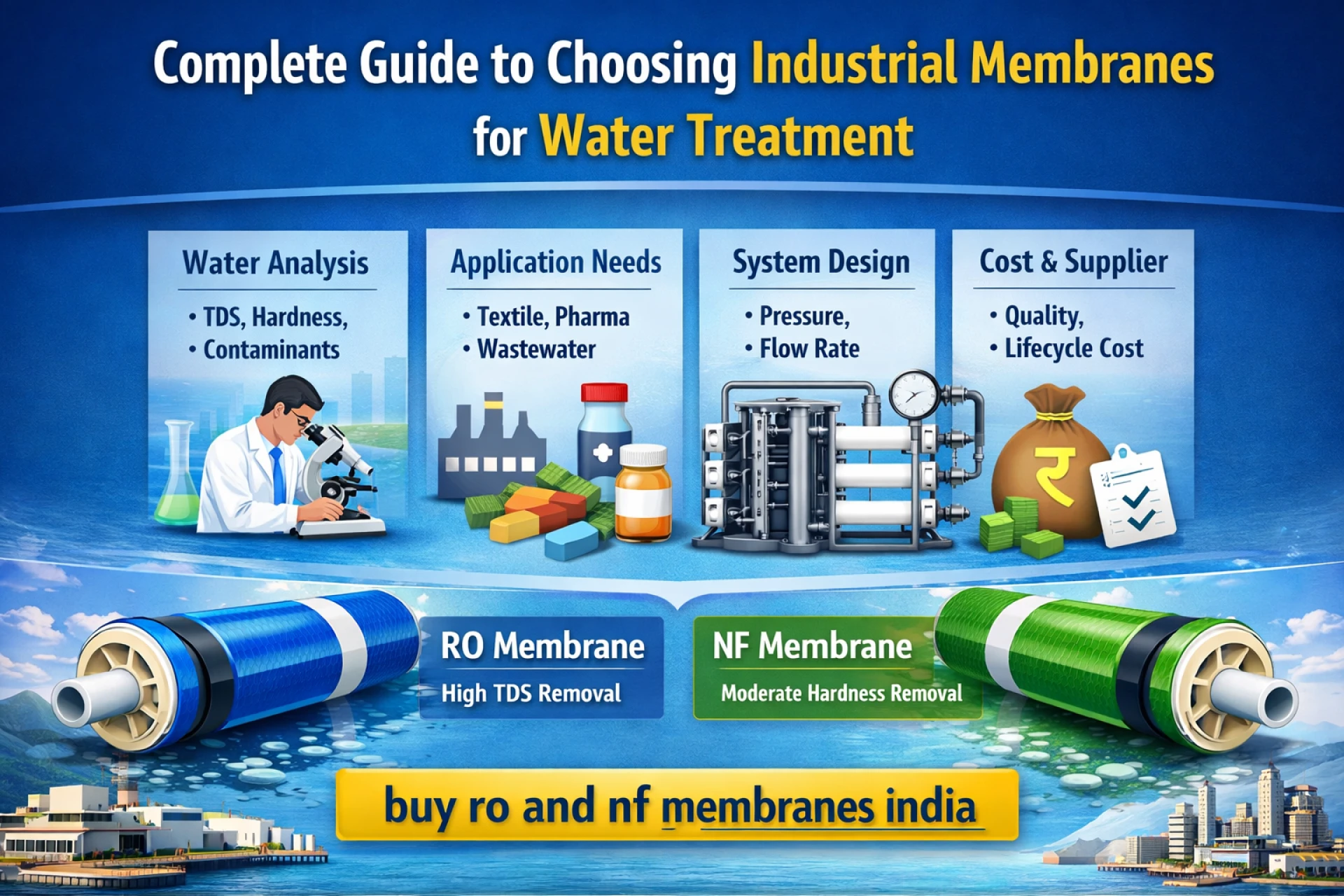
Traditional filtration and separation methods often require high energy consumption, leading to increased operational costs. Membrane-based separation, on the other hand, is more energy-efficient. Reverse osmosis (RO), ultrafiltration (UF), and nanofiltration (NF) membranes significantly reduce the need for thermal or chemical processing, making them a preferred choice for industries aiming to cut energy costs.
4. Customized Solutions for Industry-Specific Needs
Every manufacturing process has unique requirements. A one-size-fits-all filtration system is not effective for specialized applications. This is where customized membranes come into play. Permionics membranes offer tailored solutions designed for different industries, ensuring optimal performance in diverse manufacturing environments. Whether it’s handling corrosive chemicals or filtering high-viscosity liquids, customized membranes make a significant difference.
5. Sustainability and Compliance
With stricter environmental regulations, industries must adopt eco-friendly practices. Membranes help in reducing waste generation, minimizing pollutants, and enhancing resource recovery. Using advanced membrane solutions, manufacturers can meet compliance standards while also promoting sustainability initiatives.
Conclusion
In modern manufacturing, membranes are not just an option but a necessity. They enhance product quality, improve water management, reduce energy costs, and ensure environmental compliance. As industries continue to evolve, investing in high-performance membranes is essential for achieving efficiency and sustainability.
For manufacturers looking for innovative and customized membrane solutions, Permionics membranes offer state-of-the-art technology tailored to industry-specific requirements. With a strong focus on quality, durability, and efficiency, Permionics continues to lead the way in membrane innovation for manufacturing.


















Sign in to leave a comment.