Centrifugal pumps are the backbone of modern industrial operations. From boiler feed systems in power plants to hydrocarbon transfer in refineries, pumps ensure smooth and continuous fluid movement. However, one of the most common and costly problems in pumping systems is operating under low-flow or deadhead conditions. When a pump runs below its minimum required flow, it can overheat, vibrate excessively, and suffer severe mechanical damage.
An Automatic Recirculation Valve is specifically engineered to eliminate these risks. By maintaining minimum flow automatically, it enhances pump efficiency, increases equipment life, and ensures operational safety across critical applications.
The Challenge of Low-Flow Operation
Every centrifugal pump has a Minimum Continuous Stable Flow (MCSF). If the system demand drops below this level, the pump begins to experience internal recirculation. This condition causes:
- Rapid temperature rise
- Increased radial thrust
- Cavitation
- Seal and bearing damage
- Shaft deflection
- Reduced hydraulic efficiency
Low-flow operation not only reduces pump performance but can also lead to catastrophic failure in high-pressure systems. Traditional protection methods, such as manual bypass lines or control valves, are often inefficient or prone to human error. This is where an Automatic Recirculation Valve becomes essential.
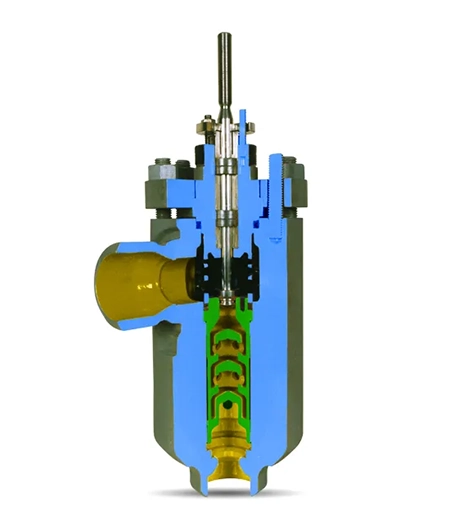
What is an Automatic Recirculation Valve?
An Automatic Recirculation Valve is a self-actuating, mechanical valve designed to protect centrifugal pumps by ensuring continuous minimum flow. It operates without external power, sensors, or control systems.
The valve combines multiple functions in a single compact unit:
- Check valve (prevents reverse flow)
- Flow sensing mechanism
- Bypass control valve
- Minimum flow regulator
The ARV Valve intelligently responds to changing flow conditions. When the system flow decreases below the preset minimum level, it automatically opens a bypass line to recirculate fluid back to the source or suction tank. Once demand increases, the bypass closes automatically.
This dynamic operation protects the pump at all times without operator intervention.
How Automatic Recirculation Valve Improves Pump Efficiency
1. Maintains Operation Near Best Efficiency Point (BEP)
Centrifugal pumps achieve maximum efficiency when operating close to their Best Efficiency Point. Running below minimum flow shifts the operating point away from BEP, causing energy losses and mechanical stress.
By maintaining minimum flow continuously, the Automatic Recirculation Valve keeps the pump operating within a stable hydraulic range. This ensures:
- Improved hydraulic performance
- Reduced energy wastage
- Lower operating costs
- Consistent system pressure
2. Reduces Internal Recirculation Losses
At low flow, fluid begins circulating internally within the pump casing. This turbulence increases friction losses and reduces overall efficiency.
The ARV Valve eliminates prolonged low-flow operation by providing an automatic bypass route. This controlled recirculation stabilizes flow patterns and reduces hydraulic disturbances.
3. Prevents Thermal Stress
When flow drops significantly, heat builds up inside the pump due to friction and lack of adequate cooling. Elevated temperatures can damage mechanical seals, gaskets, and internal components.
An Automatic Recirculation Valve ensures that sufficient fluid always passes through the pump, maintaining proper cooling and preventing thermal shock.
4. Minimizes Vibration and Mechanical Stress
Low-flow conditions generate uneven hydraulic forces inside the pump. These forces increase radial thrust, leading to vibration and premature bearing failure.
By stabilizing flow automatically, the valve reduces mechanical stress and extends the life of rotating components.
5. Optimizes Energy Consumption
Energy efficiency is a major concern in industrial facilities. Pumps consume a significant portion of total plant energy.
When protected by an Automatic Recirculation Valve:
- Pumps avoid inefficient low-flow operation
- System stability improves
- Energy losses decrease
- Overall operational costs reduce
The result is a more sustainable and cost-effective pumping system.
How Automatic Recirculation Valve Enhances Safety
1. Protects Against Deadhead Conditions
Deadheading occurs when a pump operates with a closed discharge valve. This causes rapid pressure and temperature rise, potentially leading to equipment failure or hazardous incidents.
The Automatic Recirculation Valve automatically opens the bypass during low or zero flow conditions, preventing dangerous pressure buildup.
2. Ensures Continuous Pump Protection
Manual bypass systems rely heavily on operator monitoring. In critical industries like oil & gas or power generation, even a small delay can cause major damage.
An ARV Valve provides continuous, automatic protection without relying on human intervention.
3. Handles High-Pressure and Severe Service Applications
Industrial pumps often operate under extreme pressure and temperature conditions. The Automatic Recirculation Valve is designed with robust materials and engineered internals to withstand:
- High-pressure differentials
- High-temperature fluids
- Corrosive media
- Abrasive service conditions
This makes it ideal for severe service environments.
4. Reduces Risk of Unplanned Shutdowns
Pump failure can halt entire production processes. Downtime in industries such as petrochemicals or power plants can result in substantial financial losses.
By ensuring safe and stable pump operation, the Automatic Recirculation Valve significantly reduces the likelihood of unplanned shutdowns.
Working Principle of ARV Valve
The operation of an ARV Valve can be explained in four stages:
Stage 1: Normal Operation
When system demand is high, the main valve remains fully open. The bypass line stays closed.
Stage 2: Reduced Demand
As demand decreases, the valve begins to sense reduced flow.
Stage 3: Minimum Flow Condition
When flow falls below the preset minimum threshold, the bypass opens automatically. Excess fluid is redirected safely.
Stage 4: Flow Recovery
When system demand increases again, the bypass gradually closes, and full discharge flow resumes.
This seamless automatic operation ensures uninterrupted pump protection.
Key Industrial Applications
Automatic Recirculation Valve systems are widely used in:
- Boiler feed water pumps
- Condensate extraction pumps
- Refinery charge pumps
- Multistage high-pressure pumps
- LNG transfer systems
- Petrochemical processing plants
- Water treatment facilities
In these critical services, reliable minimum flow protection is essential for safe and efficient operation.
Economic and Operational Benefits
Installing an Automatic Recirculation Valve offers measurable advantages:
- Extended pump lifespan
- Lower maintenance costs
- Reduced spare part replacement
- Improved plant reliability
- Decreased energy consumption
- Increased return on investment
The integrated design of the ARV Valve also reduces piping complexity and installation costs compared to traditional bypass systems.
Comparison with Conventional Bypass Systems
| Feature | Manual Bypass | Control Valve System | Automatic Recirculation Valve |
|---|---|---|---|
| Automation | No | Yes | Yes |
| External Power Required | No | Yes | No |
| Maintenance Level | Moderate | High | Low |
| Response Time | Slow | Moderate | Instant |
| Reliability | Operator Dependent | Instrument Dependent | Self-Actuated |
This comparison clearly highlights the reliability and simplicity of an Automatic Recirculation Valve.
Long-Term Impact on Pump Reliability
Pumps represent a significant capital investment in industrial systems. Protecting them with a reliable minimum flow solution ensures:
- Stable hydraulic performance
- Reduced mechanical failures
- Improved safety compliance
- Consistent production output
- Long-term operational stability
Over time, the cost savings from avoided breakdowns far exceed the initial investment in an ARV Valve system.
Conclusion
An Automatic Recirculation Valve is more than just a protective device — it is a critical component for improving pump efficiency and ensuring operational safety. By automatically maintaining minimum flow, preventing overheating, reducing cavitation, and eliminating manual errors, it enhances reliability in even the most demanding industrial applications.
For industries seeking dependable and high-performance minimum flow protection solutions, vytal Controls delivers engineered expertise and advanced valve technology designed to maximize pump efficiency, safety, and long-term operational success.

















Sign in to leave a comment.