
In industrial systems where pressure plays a critical role, controlling and managing that pressure is essential for safe and efficient operation. Overpressure conditions can arise unexpectedly and cause serious damage to equipment, production loss, and safety hazards. Safety Relief Valves are specifically designed to prevent these situations by automatically relieving excess pressure before it reaches dangerous levels. Their role is fundamental across industries that rely on pressurized fluids, gases, or steam.
What Is Overpressure and Why It Is Dangerous
Overpressure occurs when the pressure inside a system exceeds its maximum allowable working pressure. This condition can be triggered by blocked pipelines, valve failure, thermal expansion of fluids, sudden shutdowns, or incorrect process control. Even a brief overpressure event can weaken equipment materials and compromise system integrity.
If not controlled, overpressure can result in pipe bursts, vessel rupture, gasket failure, or complete system breakdown. In severe cases, it may lead to explosions, environmental damage, and risk to human life. This makes overpressure protection not just an operational requirement but a critical safety necessity.
Role of Safety Relief Valves in Pressure Control
Safety Relief Valves are mechanical devices installed in pressurized systems to protect equipment from excessive pressure buildup. Their primary function is to release pressure automatically when it exceeds a predetermined safe limit. Once the pressure returns to acceptable levels, the valve closes and normal system operation continues.
These valves act as the last line of defense in pressure systems, ensuring that even if other control mechanisms fail, the system remains protected from catastrophic damage.
Working Principle of Safety Relief Valves
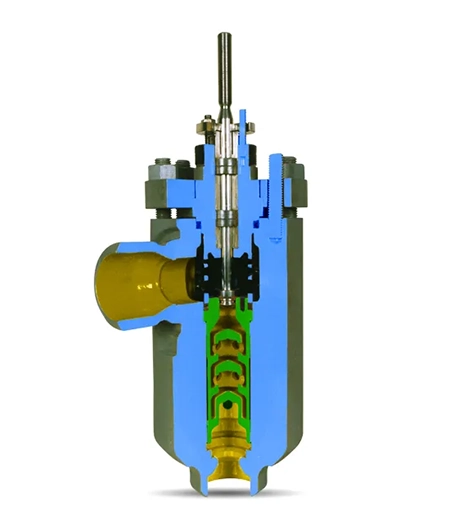
The operation of Safety Relief Valves is based on a balance between system pressure and a pre-set closing force, usually provided by a spring or pilot mechanism. Under normal operating conditions, the valve remains tightly closed. As system pressure rises and reaches the set pressure point, the force exerted by the fluid overcomes the spring tension.
This causes the valve to open instantly, allowing excess pressure to escape through the outlet. Once the pressure drops below the set value, the valve reseats automatically, preventing further discharge and maintaining system stability.
Protection of Equipment and Infrastructure
Industrial equipment such as boilers, pressure vessels, heat exchangers, pumps, and pipelines are designed to operate within specific pressure limits. Exceeding these limits can cause permanent deformation or sudden failure. Safety Relief Valves protect these components by preventing pressure from exceeding design thresholds.
By minimizing mechanical stress and fatigue, these valves significantly extend the service life of equipment, reduce maintenance costs, and prevent unplanned shutdowns that can disrupt production schedules.
Enhancing Personnel and Plant Safety
One of the most critical benefits of Safety Relief Valves is the protection they provide to personnel working near pressurized systems. Sudden pressure releases without proper control can result in burns, chemical exposure, flying debris, or structural damage.
By controlling pressure safely and predictably, these valves reduce the risk of workplace accidents and help organizations comply with industrial safety standards and regulations.
Maintaining Process Stability and Efficiency
Stable pressure is essential for consistent process performance. Pressure fluctuations can affect flow rates, temperature control, and product quality. Safety Relief Valves help maintain steady operating conditions by eliminating pressure spikes that could disrupt the process.
This stability improves overall system efficiency, reduces energy waste, and ensures reliable output, especially in continuous and high-demand operations.
Types of Safety Relief Valves
There are several types of Safety Relief Valves used depending on the application and operating conditions. Common types include spring-loaded valves, pilot-operated valves, and balanced bellows valves. Each type offers specific advantages based on pressure range, fluid type, and system design.
Selecting the correct valve type is essential to ensure accurate pressure control and dependable performance under all operating conditions.
Importance of Proper Selection and Installation
The effectiveness of Safety Relief Valves depends heavily on correct sizing, material selection, and proper installation. Factors such as operating pressure, temperature, flow capacity, and fluid characteristics must be considered during selection.
Incorrectly sized or poorly installed valves may not open at the required pressure or may fail to reseat properly, reducing their protective capability. Regular inspection and testing are also necessary to ensure long-term reliability.
Industry Applications of Safety Relief Valves
Safety Relief Valves are widely used in industries such as oil and gas, power generation, chemical processing, pharmaceuticals, food and beverage, and manufacturing. From high-pressure steam boilers to chemical reactors, these valves play a vital role in safeguarding systems across diverse applications.
Their ability to respond instantly to pressure changes makes them indispensable in modern industrial environments.
Conclusion
Safety Relief Valves are essential safety components that protect equipment, processes, and personnel from the dangers of overpressure. By automatically releasing excess pressure, they prevent damage, enhance operational reliability, and ensure compliance with safety standards. Investing in high-quality solutions from trusted manufacturers like Vytal Controls helps ensure dependable protection and long-term performance in critical pressure systems.
















Sign in to leave a comment.