
Industrial systems that operate with high pressure and temperature require reliable protection mechanisms to prevent accidents and equipment damage. Steam boilers and pressure vessels are essential components in many industries, but they also pose serious risks if pressure is not controlled properly. To maintain safe operating conditions, specialized safety devices are installed to automatically manage excess pressure and protect both systems and personnel.
Understanding Pressure Risks in Boilers and Pressure Vessels
Steam boilers generate energy by heating water under pressure, while pressure vessels store fluids or gases at elevated pressures. Any sudden rise in pressure due to system malfunction, blocked outlets, temperature fluctuations, or control failure can lead to severe consequences such as leakage, rupture, or even explosions. Proper pressure protection is therefore a fundamental requirement in these systems.
Role of Safety Devices in Pressure Protection
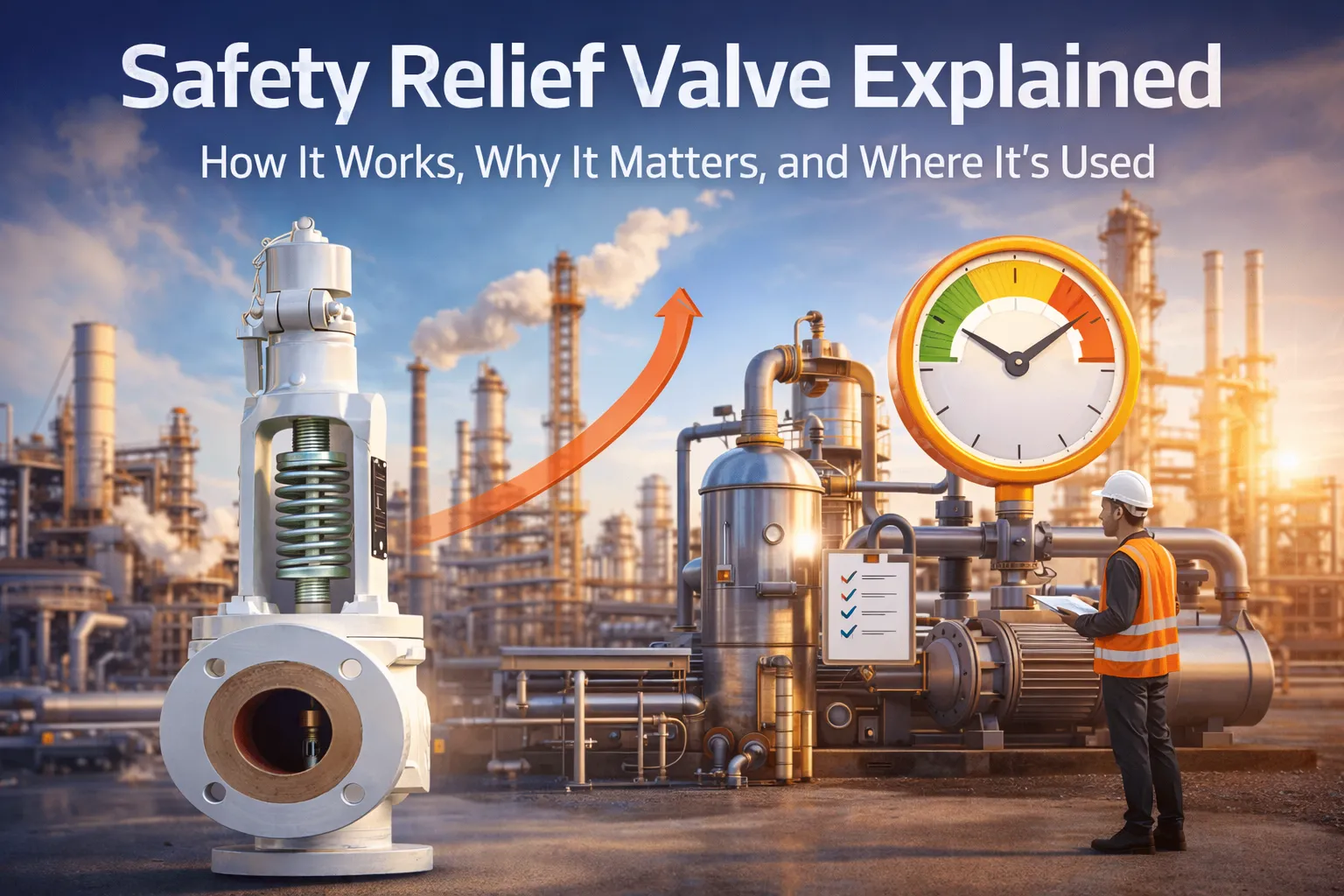
To prevent overpressure conditions, industries rely on automatic safety devices that respond instantly when pressure exceeds safe limits. A Safety Relief Valve is specifically designed to open at a predetermined pressure, releasing excess steam or fluid to restore safe operating conditions. Once normal pressure is achieved, the valve closes automatically, ensuring continuous system protection without manual intervention.
Applications of Safety Relief Valves in Steam Boilers
Steam boilers operate under constant pressure variations caused by load changes and steam demand. In these systems, a Safety Relief Valve acts as the final line of defense against overpressure.
Key Functions in Boiler Systems
- Releases excess steam during pressure buildup
- Prevents damage to boiler drums, tubes, and internal components
- Maintains stable boiler operation during sudden load changes
- Ensures compliance with boiler safety regulations
Safety relief valves are typically installed at critical points such as the steam drum or boiler outlet, where pressure accumulation is most likely to occur.
Safety Relief Valve Applications in Pressure Vessels
Pressure vessels are used across industries to contain liquids and gases under controlled pressure. Overpressure can occur due to thermal expansion, process upset, or equipment failure. In such cases, a Safety Relief Valve provides immediate pressure relief to protect the vessel structure.
Common Applications in Pressure Vessels
- Protection against thermal expansion of trapped fluids
- Relief during unexpected process disturbances
- Safeguarding vessels from control system failure
- Preventing deformation or rupture of vessel walls
Properly selected safety relief valves help extend the lifespan of pressure vessels while ensuring safe plant operations.
Industrial Sectors Relying on Safety Relief Valves
The application of Safety Relief Valves in steam boilers and pressure vessels is critical in many industries, including:
- Power generation plants
- Chemical and petrochemical processing units
- Oil and gas production and refining facilities
- Pharmaceutical manufacturing industries
- Food and beverage processing plants
Each industry requires valves designed to handle specific pressure ranges, temperatures, and media characteristics.
Benefits of Using Safety Relief Valves
Installing a Safety Relief Valve offers several operational and safety benefits:
- Prevents catastrophic system failure due to overpressure
- Protects personnel and surrounding infrastructure
- Improves system reliability and efficiency
- Reduces downtime caused by pressure-related damage
- Supports compliance with international safety standards
These advantages make safety relief valves an essential component in pressure-based systems.
Importance of Proper Valve Selection and Sizing
Selecting the correct Safety Relief Valve is critical for effective pressure protection. Factors such as operating pressure, temperature, flow capacity, and type of fluid must be considered. Incorrect sizing or improper selection can result in frequent valve lifting, leakage, or failure to relieve pressure during emergencies.
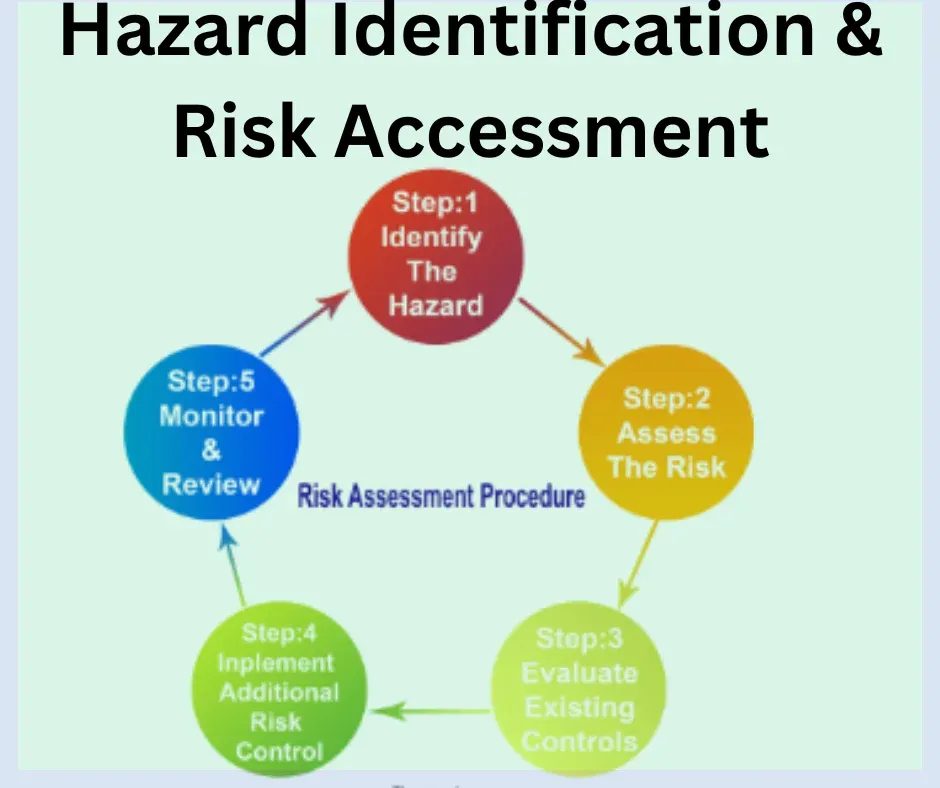
Maintenance and Inspection Practices
Regular inspection and maintenance ensure reliable valve performance over time. Periodic testing confirms that the Safety Relief Valve opens at the correct set pressure and reseats properly. Proper maintenance helps prevent issues such as corrosion, blockage, or spring fatigue that can compromise safety.
Compliance with Safety Standards
Safety relief valves used in boilers and pressure vessels must meet industry standards such as ASME and other regulatory codes. Compliance ensures that the valve design, performance, and installation meet strict safety requirements, reducing the risk of accidents and legal issues.
Conclusion
Steam boilers and pressure vessels operate under demanding conditions that require dependable pressure protection. A Safety Relief Valve serves as a critical safeguard by automatically relieving excess pressure and maintaining safe system operation. Through correct selection, installation, and maintenance, safety relief valves help industries protect equipment, ensure compliance, and maintain a safe working environment.

















Sign in to leave a comment.