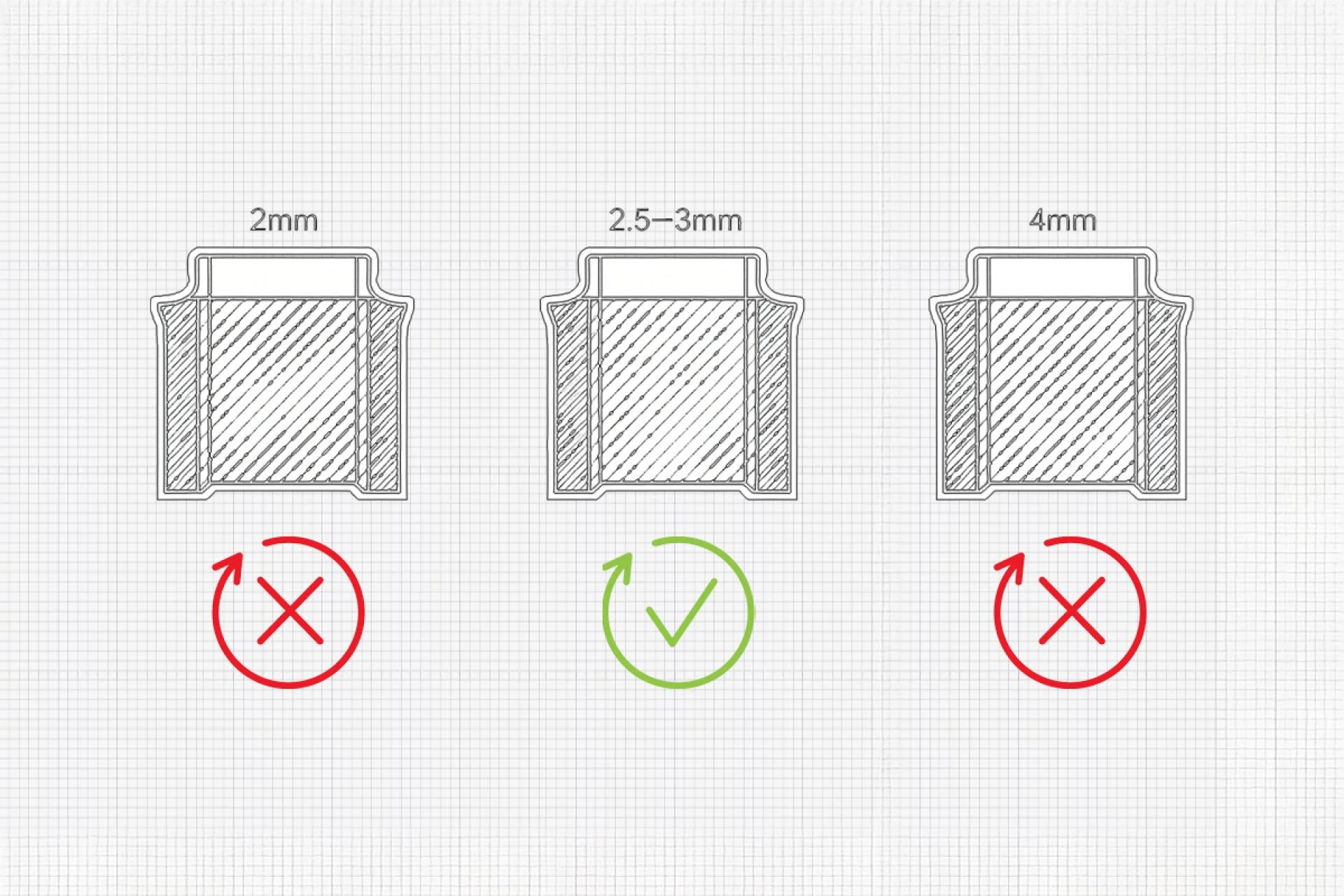
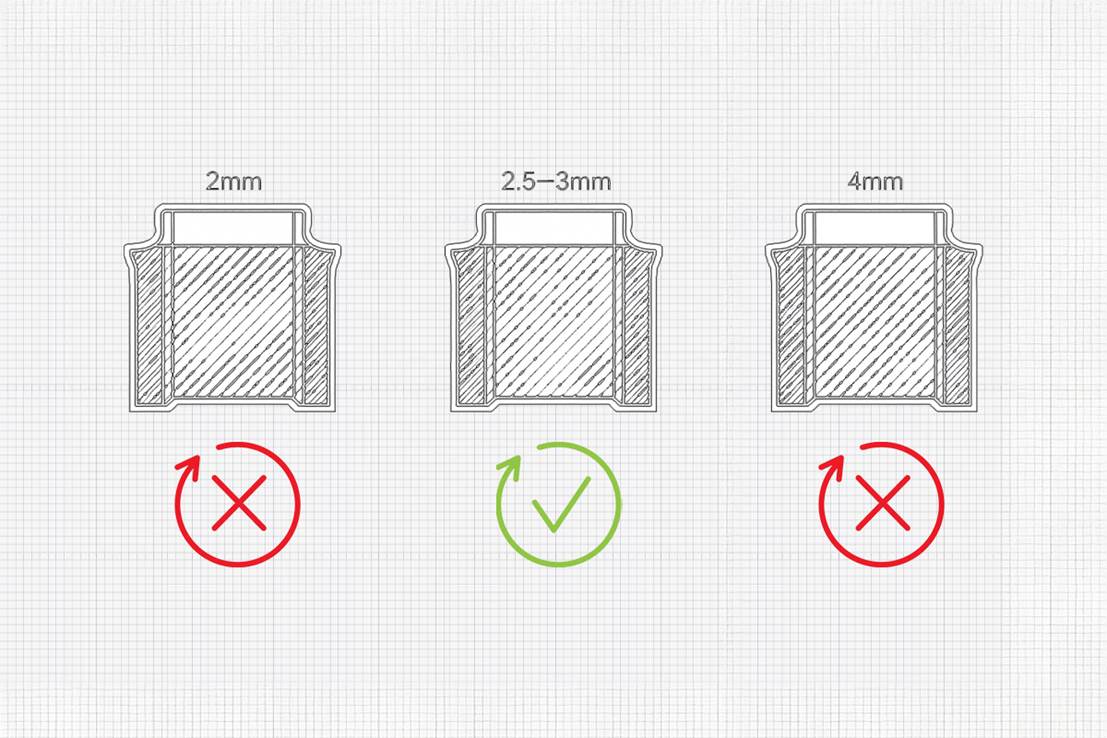
In the structural design of automotive interior and exterior plastic parts, the industry has always held a mainstream choice. Whether you build a solid structure from a CAS surface, or set the wall thickness by shelling a closed solid model, the priority is to adopt a 2.5-3mm wall thickness.
Many new designers will have this question: 2mm seems to save more material, 4mm seems to be stronger, why do we specifically lock in this range?
In fact, the choice of every single millimeter relies on the comprehensive balance of material, process, performance and cost. Today we will reveal the design logic behind it.
Material Properties: The "Natural Adaptation Range" for Mainstream Plastics
Plastics commonly used in automotive interior and exterior parts have their inherent physical properties. The choice of wall thickness must first fit the "natural attributes" of the material.
Mainstream plastics, such as PP and ABS for interior parts, and glass fiber reinforced materials for some functional parts, all have specific requirements for wall thickness. Too thin a wall will stop the material from fully exerting its properties, such as insufficient impact resistance and rigidity. Too thick a wall will easily cause uneven shrinkage, and lead to injection molding defects like surface sink marks and internal stress concentration.
2.5-3mm falls exactly within the "adaptation range" of most mainstream plastics.
This thickness can avoid insufficient material crystallization and weak structural strength caused by overly thin walls. It can also reduce the shrinkage difference brought by overly thick walls, and lower the risk of surface defects and internal stress cracking.
For glass fiber reinforced materials, this thickness also lets fibers distribute more evenly during the molding process. It avoids local strength "short boards" from improper fiber orientation, and thus ensures the stable performance of the material.
Injection Molding Process: The "Sweet Spot" for Balancing Efficiency and Molding Quality
The molding of plastic parts relies on the injection molding process. Wall thickness directly affects the difficulty, efficiency and quality of molding.
For mass-produced products, molding efficiency links to production capacity, and molding quality determines whether parts meet assembly requirements. The 2.5-3mm wall thickness is exactly the key to balancing these two factors.
If you choose a 2mm thin wall, the melt flow resistance during injection will increase significantly. Especially for large-area parts, the melt may cool down before filling the cavity, resulting in "short shot".
Even if the melt barely fills the cavity, the part easily deforms during demolding due to insufficient strength, which increases the risk of scrap.
The problems of 4mm thick walls are more prominent. Cooling time has a square relationship with wall thickness. Thick walls will greatly extend cooling time, lengthen the injection molding cycle, and reduce production efficiency.
At the same time, thick wall areas easily trap gas, form internal voids, and affect part integrity.
The 2.5-3mm wall thickness can adapt to the process parameters of mainstream injection molding machines. The melt flows smoothly in the cavity, and you can achieve complete filling without adding extra gates.
The cooling time is controllable. It can shorten the molding cycle of a single part and boost production capacity.
In addition, problems such as short shot, deformation and voids rarely occur during molding. The scrap rate can stay at a low level, and this balances both process efficiency and molding quality.
Structural Performance: The "Balance Point" for Both Strength and Lightweight Design
Automotive interior and exterior parts need to withstand assembly force, vibration load and contact in daily use. They also need to comply with the lightweight trend of the whole vehicle. The 2.5-3mm wall thickness is exactly the optimal solution for this "game between strength and lightweight".
From the perspective of strength requirements, this thickness can meet the basic performance requirements of most interior and exterior parts. When facing assembly force and driving vibration, the parts will not easily have permanent deformation or fracture.
For positions that need local reinforcement, you can further improve rigidity with a reasonable rib design (rib thickness is usually a set proportion of the main wall thickness). There is no need to rely on increasing the overall wall thickness.
If the wall thickness drops to 2mm, the part strength will be obviously insufficient. For example, the screw boss will easily crack during tightening and cannot withstand the standard assembly force.
Although 4mm thick walls can improve strength, they will greatly increase the weight of the part. A car has hundreds of plastic interior and exterior parts. If each part increases its wall thickness by 1mm, the whole vehicle weight will rise significantly, which violates the lightweight design concept.
It may also generate internal stress due to uneven cooling, which in turn reduces the long-term reliability of the part.
Cost Control: The "Optimal Zone" for Full-Process Economic Efficiency
Cost control in the automotive industry runs through the entire design and production process. Wall thickness design directly affects material cost, mold cost and manufacturing cost. The 2.5-3mm wall thickness achieves cost balance across all links.
From the perspective of material cost, parts with 4mm thick walls use more material than those with 3mm walls. Calculated by mass production scale, the annual material expenditure will increase significantly.
Although 2mm thin walls seem to save material, the actual material loss may exceed that of 3mm wall parts due to high scrap rate. This leads to a rise instead of a drop in material cost.
From the perspective of manufacturing cost, 4mm thick walls extend cooling time and reduce production efficiency. The equipment depreciation and labor cost allocated to each part will increase significantly.
2mm thin walls require molds with higher precision and stricter control of injection molding parameters. This will increase the initial mold investment and debugging cost during production.
The 2.5-3mm wall thickness can avoid these problems. It has reasonable material consumption, and you do not need to bear the extra material cost of thick walls.
It delivers high molding efficiency, and reduces invalid consumption of equipment and labor.
Its mold design has no special high-precision requirements. The initial investment and later maintenance cost are more controllable, and it achieves the optimal full-process cost.
Industry Specification: The "Safety Consensus" Accumulated from Years of Trial and Error
The 2.5-3mm wall thickness is not a subjective choice. It is a "safety range" accumulated by the whole industry through years of design and production trial and error. It has become the recommended range in the design specifications of most OEMs.
In long-term practice, the industry finds that parts with this thickness range have a much lower probability of deformation, cracking and other after-sales problems than parts with 2mm or 4mm wall thickness.
At the same time, this thickness can more easily meet the tolerance requirements of plastic parts. Plastic parts will have a certain shrinkage after molding. The 2.5-3mm wall thickness makes the shrinkage more stable, and the tolerance easier to control within the standard range. It avoids assembly difficulties caused by out-of-tolerance.
In addition, the industry's detailed design specifications are also developed around this wall thickness. For example, the size ratio of buckle seats and ribs is formulated based on the 2.5-3mm main wall thickness. Choosing this thickness can better adapt to upstream and downstream design standards, and reduce design rework caused by size mismatch.
Summary: The Common Choice of Material, Process, Structure, Cost and Quality
At this point, you should understand why 2.5-3mm has become the "golden wall thickness" for automotive interior and exterior plastic parts. It is the result of the combined effect of material properties, injection molding process, structural performance, cost control and industry specifications.
This range adapts to the properties of mainstream plastics, and allows the material to exert its performance stably.
It fits the requirements of the injection molding process, and balances efficiency and quality.
It takes both strength and lightweight into account, and meets the core requirements of automotive design.
It controls the full-process cost, and complies with the industry's economic principles.
It is also a safety consensus accumulated by the industry through years of trial and error, and guarantees the reliability and versatility of parts.
2mm is too thin to support the performance requirements.
4mm is too thick to avoid cost and process risks.
The 2.5-3mm range hits all the demand points perfectly.
















Sign in to leave a comment.