

"Michael, this weld line is not acceptable. We need to redo the first article." "The QC team leader ran into the molding workshop and yelled loudly.
"No problem!" Michael, the young man Michael said without hesitation. The mold was then heated up to temperature and set the parameters of the process.
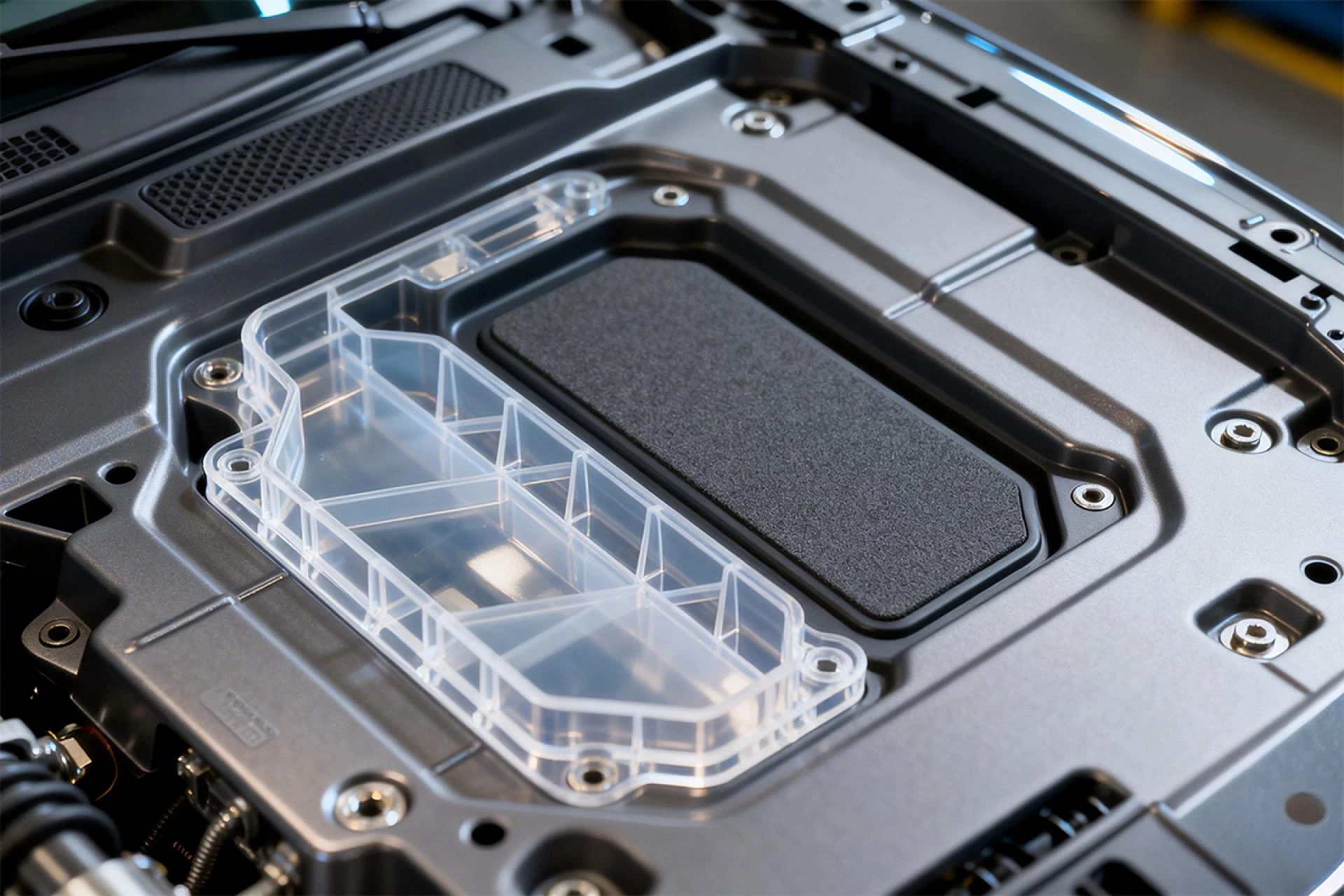
This transparent PC shell comes with an enormous edge gate. The melt flow must ascend an upward slope. It is able to climb over an fragment of. It then fills in an area that is square and flat. When the rate is not fast enough and the weld is inverted, two V-shaped lines are visible near the gate on the front. In the event that speed becomes too high two V-shaped lines of welding are visible on the rear side.
Michael initially took a few samples of short shots. He found there were two corner areas located near the gate were in fact the last areas to be filled completely. When he understood the patterns of flow, he employed a staged injection procedure to manage the flow. He used a slower speed to go by the gates. He increased his speed slightly to complete the climb. He utilized a moderately speed pace to fill the back end to the point that there were no more weld lines. He then quickly filled the entire cavity, then switched into the hold pressure stage to make the piece solid.
Showcasing the efficiency of rapid injection molding, in just ten minutes, the items came out looking very attractive. The QC team head was able to give Michael his thumbs up and said, "Only you can adjust it this fast. They've been tweaking it for days with no success. They were even thinking about asking for a special waiver. "
The following day, when Michael was on the job, his night shift QC was there to complain. "The black textured shell on Machine No. 2 has bright marks on it. The night shift couldn't get it right all night. Whenever they tried to fix it, they ended up with sink marks instead." A shift worker who was taking over the shift also walked in and told me that the machine No. 8 was producing pieces that had uneven color throughout the night. Then, the day shift QC was notified that the components from Machine No. 16 had a lot of warpage in addition, the dimension was outside of tolerance, too.
Michael quickly began a morning meeting before shift. He assigned a technician increase the temperature of the back mold at Machine No. 16 by 2 degrees. He explained the daily maintenance tasks for machines and molds on the day. He also communicated the day's work program to everyone. Then, he went across to Machine No. 2. He lowered the temperature of the mold. He made a small adjustment to the position of the switchover for the holding pressure. He also adjusted the setting of time and pressure for the initial and second levels of pressure holding. After about a dozen shots the issue was fixed. The next step was to go to Machine No. 8. The machine was creating an opaque black square housing for a small device. The engineer opened the injection site to examine the procedure. The initial procedure was to use stage one, which is a quick fill to 80 percent Stage two slow fills to the 95th percent mark, then stage three slow fills to seal out the component, then switching on holding pressure. The gate to this part was within the inner. The melt flow was able to climb up a few steps before reversing to the four sides. The flow path was different and led to all four walls to appear different in the color.
Michael modified the method according to the way that the plastic flowed. He used a slower speed to pass through the gate. He gradually increased the speed in the section that stepped up. He weighed the flow of heat along with material flow and air flow within his mind. He filled up the four sides by using the best rate of injection. After about 10 minutes, the issue was also solved.
A short time later the day-shift QC from Machine No. 16 informed the machine that the components were acceptable. At nine o'clock in morning, all of the problems that had delayed the night shift all night were solved by Michael.
Then, two months later Michael became shift manager to injection molding engineer. If a company was unable to get their product to work properly and they needed help, they asked Michael to help. When nearby molding facilities faced difficulties They also asked Michael to assist. Michael was able to solve more and more problems, proving his immense value to any plastic injection molding service. Michael's fame spread all over his fellow owners at nearby injection mold companies. In the industry's injection molding chat rooms, people began calling Michael "Brother Number One of Injection Molding. "
One day, a manager of an injection molding company invited Michael for a late-night dinner in the Fisherman's Village Restaurant. Michael had helped him adjust machines before.
After a couple of alcohol, the manager opened about. "Michael, you are the best injection molding technician I have ever seen. You solve all the tricky problems with injection molding at your factory. It is a real waste of your talent to only work as an injection molding engineer. Why not come work for me? I will give you a manager position. You can name your own salary. "
Michael laid down the wine glasses. Michael looked the boss in the face and declared, "Boss, you don't know the whole story. Our director is the real master of injection molding. In this field, my skill level is nowhere close to his. And next comes our manager. Compared to the manager, I have barely scratched the surface. "
The boss laughed dismissively. "Stop praising them," the boss said. "I have done business with your factory for three years. I have never seen either of them adjust a machine. I am not even sure they know how. "
Michael's expression changed to serious. "I am not joking with you. This is the truth. I worked with the director and the manager years ago at another company. I saw with my own eyes how they solved many extremely difficult problems. I admire them from the bottom of my heart. "
The boss was still half-convinced. "Are they really that good?" the man asked. "Then why have I never heard about them fixing any specific tough problems? They don't seem to have much of a reputation in the industry. "
Michael spoke with a serious tone. "Have you noticed something? Over the past two or three years, the new molds at our factory rarely have major design flaws. Machine adjustments during production have also become much easier. And those two automated unmanned workshops? Without their hard work on the initial planning and system design, those workshops would never have gotten off the ground. Even if they had started running somehow, they could never have operated so smoothly. "
The boss pondered for a while before replying, "Now that you mention it, that does seem to be the case. Your factory's annual output value broke 500 million in the past two years. We all thought that was your doing. "
Michael continued. "Our chairman often says something. 'The best doctor treats illnesses that have not yet occurred. The average doctor treats illnesses that have already happened.' This means prevention is better than cure. The skill levels of injection molding technicians follow the same logic. First-rate and second-rate masters foresee potential problems during mass production at the very early stage of mold design and development. They take preventive measures in the mold structure to eliminate those problems beforehand. Only the problems that still appear on the production floor are left for us third-rate, fourth-rate, and fifth-rate technicians to handle. "
The boss was somewhat hesitant to accept this. He said, "Then what about that time you took leave to go home? There was a product they couldn't get right for a whole week. Why didn't we see those two step in and solve the problem then? "
Michael laughed and stated, "Using a butcher's knife to kill a chicken--there's no need for that. In a big company, people have different job duties. They have more important matters to attend to. They are responsible for the overall direction and for keeping the technical system running. They will not step in personally to fix the debugging details of a specific product unless it is absolutely necessary. "
The boss said, "But the workers and technicians in your factory all say privately that those two don't know how to adjust the machines at all! "
Michael said, "That's because the new workers and the less experienced technicians have never seen them adjust a machine. But that doesn't mean they don't know how. I adjust machines on the shop floor every day and solve visible production problems all the time. So the workers think I am the best. The way those two solve problems is different. They often neutralize problems before they even appear. That makes their contributions less obvious. In fact, the most brilliant injection molding expert is not the one who is best at fixing problems that pop up on the floor. He is the one who is best at nipping problems in the bud. People don't see problems happen, not because there are no problems, but because they have already eliminated a large number of potential issues in advance. For the same products among all suppliers, our company has the highest production capacity, the fastest delivery times, the lowest costs, and the most consistent quality. Customers are happy to transfer molds that other suppliers struggle to run to our company for production. This is the fundamental reason why our company keeps being imitated by competitors but has never been surpassed. "
















Sign in to leave a comment.