Industrial systems that rely on pumps for fluid transfer must operate within carefully controlled flow and pressure limits to maintain efficiency and safety. In many industrial processes, pumps operate continuously and must maintain a minimum flow rate to avoid mechanical damage or operational inefficiencies. When the flow rate drops below the required level, the pump may experience overheating, vibration, cavitation, and internal wear. To prevent these issues, engineers use specialized devices known as Automatic Recirculation Valves (ARV valves).
ARV valves play a critical role in maintaining stable pump operation and protecting industrial systems from the risks associated with low flow conditions. These valves automatically regulate the flow within a system by ensuring that the pump always operates above its minimum safe flow rate. By providing automatic recirculation when necessary, ARV valves help maintain safe pressure conditions, improve system reliability, and extend the lifespan of pumps.
This article provides a comprehensive overview of ARV valves, including their working principles, types, applications, and the key benefits they offer for industrial pressure control and safety.
What Are ARV Valves?
An ARV Valves (Automatic Recirculation Valve) is a specialized valve designed primarily to protect centrifugal pumps from operating under low-flow conditions. Centrifugal pumps require a specific minimum flow rate to maintain stable operation. When the system demand decreases and the flow falls below this minimum limit, the pump may begin to overheat or experience mechanical stress.
An ARV valve automatically redirects a portion of the pumped fluid back to the pump inlet or storage tank whenever the flow drops below the required minimum level. This process ensures that the pump continues to operate within its safe operating range.
Unlike traditional manual bypass systems, ARV valves operate automatically and respond dynamically to changes in system flow. Their design integrates multiple functions, including flow sensing, check valve operation, and recirculation control. This automatic functionality eliminates the need for constant operator monitoring and makes ARV valves an essential component in modern industrial systems.
Importance of Minimum Flow Protection in Pump Systems
Centrifugal pumps are designed to operate efficiently within a specific performance range. If the flow rate decreases significantly, several operational problems can occur.
Pump Overheating
When a pump operates at very low flow, the fluid inside the pump may begin to heat up due to friction and internal energy losses. This can lead to overheating and potential damage to pump components.
Cavitation
Low-flow conditions can cause vapor bubbles to form within the pump. When these bubbles collapse, they create shock waves that damage internal surfaces. This phenomenon is known as cavitation and can significantly reduce pump lifespan.
Mechanical Stress and Vibration
Operating below the minimum flow limit increases internal pressure fluctuations and mechanical vibration, which can damage seals, bearings, and impellers.
Reduced Operational Efficiency
Low-flow operation reduces the overall efficiency of the pump and increases energy consumption.
By maintaining the required minimum flow through automatic recirculation, ARV valves help prevent these issues and ensure stable pump operation.
How ARV Valves Work
The working principle of an ARV valve is based on flow detection and automatic recirculation control. The valve is typically installed in the discharge line of a centrifugal pump.
When the pump operates at normal flow conditions, the valve allows the fluid to pass directly into the process system. During this stage, the recirculation line remains closed.
However, when the system demand decreases and the flow rate falls below the minimum safe limit, the ARV valve detects this change. The valve then opens a bypass channel that redirects part of the fluid back to the pump inlet or tank. This recirculated flow ensures that the pump continues to operate within its safe performance range.
When the process demand increases again and the flow returns to normal levels, the valve gradually closes the recirculation path and allows the fluid to flow fully into the system.
This automatic adjustment ensures that the pump is continuously protected without requiring manual intervention.
Key Components of ARV Valves
ARV valves consist of several integrated components that work together to control flow and ensure pump protection.
Main Valve Body
The valve body houses the internal components and provides the main flow path for the fluid.
Check Valve Mechanism
The check valve prevents reverse flow and ensures that fluid moves in the correct direction within the system.
Flow Sensing Device
This component detects the flow conditions in the discharge line and triggers the recirculation function when necessary.
Bypass or Recirculation Line
The bypass system allows excess fluid to be redirected back to the pump inlet or storage tank during low-flow conditions.
Spring or Actuation Mechanism
The internal spring or mechanical actuator controls the opening and closing of the recirculation valve based on flow conditions.
These components operate together to provide reliable and automatic flow regulation.
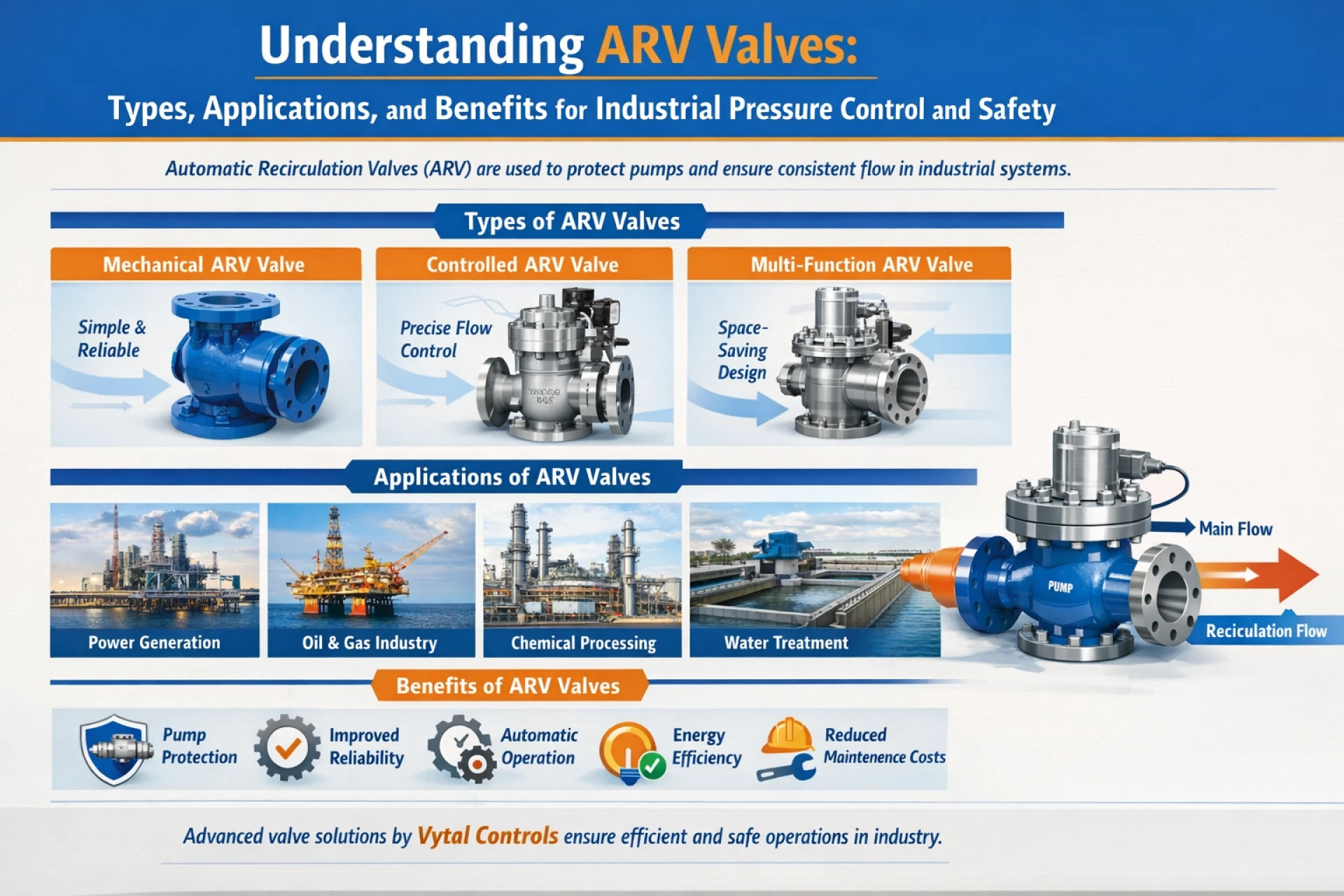
Types of ARV Valves
Different industrial processes require different ARV valve configurations. The most commonly used types include the following.
Mechanical Automatic Recirculation Valve
Mechanical ARV valves rely entirely on internal mechanical components to regulate flow. These valves detect flow changes using internal pistons or spring-loaded mechanisms.
Advantages
- Simple and reliable design
- No external power supply required
- Suitable for a wide range of industrial applications
Mechanical ARV valves are widely used in general industrial pumping systems where simplicity and reliability are important.
Controlled Automatic Recirculation Valve
Controlled ARV valves combine mechanical operation with external control systems. Sensors monitor flow conditions and communicate with the valve actuator to regulate recirculation.
Advantages
- Precise flow control
- Integration with automated plant systems
- Suitable for complex industrial processes
These valves are often used in advanced facilities where process control and automation are essential.
Multi-Function ARV Valve
Multi-function ARV valves integrate several functions within a single unit. These valves typically combine a check valve, minimum flow valve, and recirculation valve into one compact assembly.
Advantages
- Reduced piping complexity
- Compact installation
- Improved system efficiency
Multi-function ARV valves are commonly used in modern industrial plants where space optimization and simplified installation are priorities.
Industrial Applications of ARV Valves
ARV valves are widely used across many industries that rely on centrifugal pump systems.
Power Generation Industry
In power plants, pumps are used to circulate feedwater, condensate, and cooling fluids. ARV valves protect these pumps from low-flow damage and help maintain stable plant operations.
Oil and Gas Industry
The oil and gas sector uses pumps to transport crude oil, refined products, and process fluids. ARV valves ensure that pumps remain protected during fluctuating flow conditions.
Chemical Processing Plants
Chemical processing systems often operate under high pressure and temperature conditions. ARV valves provide reliable pump protection and help maintain stable process conditions.
Petrochemical Facilities
Petrochemical plants rely on precise fluid management. ARV valves support efficient flow control and prevent pump damage during variable operating conditions.
Water and Wastewater Treatment
Water treatment facilities use pumping systems for filtration, distribution, and wastewater processing. ARV valves ensure continuous pump operation and prevent interruptions in water management systems.
Benefits of Using ARV Valves
The installation of ARV valves provides several significant advantages for industrial systems.
Pump Protection
The primary function of ARV valves is to protect centrifugal pumps from operating below their minimum safe flow limit.
Improved System Reliability
By maintaining stable flow conditions, ARV valves reduce the risk of pump failures and unexpected downtime.
Automatic Operation
ARV valves operate automatically based on flow conditions, eliminating the need for manual monitoring and adjustments.
Energy Efficiency
Maintaining optimal flow conditions improves pump efficiency and reduces unnecessary energy consumption.
Lower Maintenance Costs
Protecting pumps from damage reduces maintenance requirements and extends equipment life.
Enhanced Operational Safety
Stable flow and pressure control improve overall plant safety and reduce the risk of mechanical failures.
Factors to Consider When Selecting an ARV Valve
Selecting the right ARV valve requires careful consideration of several system parameters.
Pump Capacity and Minimum Flow
The valve must be sized according to the pump’s minimum required flow rate.
Operating Pressure and Temperature
Industrial systems may operate under extreme pressure and temperature conditions, requiring durable valve materials.
Fluid Characteristics
The chemical composition, viscosity, and temperature of the fluid must be considered when selecting valve materials and design.
Installation Space
Some facilities require compact valve solutions due to space limitations.
Maintenance Requirements
Selecting a valve with easy access to internal components can simplify maintenance procedures.
Installation and Maintenance Best Practices
Proper installation and regular maintenance are essential for the effective operation of ARV valves.
The valve should be installed in the pump discharge line according to recommended engineering practices. Proper piping design and alignment help ensure efficient recirculation and prevent pressure losses.
Routine inspection should include checking internal components, verifying flow performance, and ensuring that the recirculation system functions correctly. Preventive maintenance helps extend the lifespan of the valve and ensures continuous system reliability.
Conclusion
ARV valves are essential components in modern industrial pumping systems. By automatically maintaining the minimum required flow, these valves protect centrifugal pumps from overheating, cavitation, and mechanical damage. Their ability to regulate flow conditions improves system reliability, enhances energy efficiency, and supports safe plant operation.
Industries such as power generation, oil and gas, chemical processing, and water treatment rely heavily on ARV valves to maintain stable fluid management and protect critical equipment. Selecting the appropriate valve design and ensuring proper installation can significantly improve the performance and longevity of pumping systems.
For industries seeking reliable solutions for pump protection and industrial flow control, advanced valve technologies offered by companies such as Vytal Controls can support efficient and safe operations across a wide range of applications.















Sign in to leave a comment.